A40 - Bobines pour applications de découpe laser
Ces aciers conviennent particulièrement à la fabrication de pièces complexes ou à l’amélioration de la productivité quand les pièces doivent être produites à petite échelle.
 Télécharger
Télécharger
Nuances disponibles :
Aciers à haute limite d'élasticité pour formage à froid
Aciers de construction
Propriétés
Les bobines pour applications de découpe laser (CLAS) sont des bobines laminées à chaud produites dans des qualités spécifiques, développées pour des applications recourant à un équipement de découpe thermique et mécanique (laser, plasma, etc.) informatisé.
Deux gammes sont disponibles, à savoir les aciers de construction et les aciers à haute limite d'élasticité pour formage à froid.
- La gamme des aciers de construction commence par le S200 CLAS AM FCE qui combine l’emboutissabilité du DD12 AM FCE (EN 10111:2008) et une étroite marge de tolérance pour les caractéristiques mécaniques. Les autres qualités sont des aciers de construction améliorés conformes à la norme EN 10025-2:2004.
- La gamme d’aciers à haute limite d'élasticité pour formage à froid comprend des versions améliorées d’Amstrong® 315MC, d’Amstrong® 355MC, d’Amstrong® 420MC et d’Amstrong® 500MC, selon la norme EN 10149-2:2013.
Toutes ces qualités sont spécialement conçues pour :
- permettre une productivité, un niveau de qualité et une régularité des pièces accrus à la découpe laser ;
- répondre aux besoins les plus exigeants en termes de planéité après découpe.
Avantages
Les bobines produites pour découpe laser sont pratiquement exemptes de tensions internes. Elles peuvent dès lors être utilisées pour la production de feuilles à planéité garantie avant, pendant et après découpe, à condition d’utiliser des outils et des procédures de planage appropriés. Les feuilles produites sur des lignes de coupe à longueur certifiées par ArcelorMittal peuvent présenter une planéité garantie avant, pendant et après découpe (voir fiche technique A42).
Pour des épaisseurs inférieures à 16 mm, les aciers pour découpe laser permettent des vitesses de découpe laser nettement supérieures à celles obtenues avec des qualités standard et/ou des procédés de découpe classiques (plasma, oxycoupage).
Ces aciers sont aptes à la galvanisation au trempé.
Applications
Ces qualités conviennent particulièrement à la production de pièces complexes ou à l’amélioration de la productivité quand les pièces sont produites à une petite échelle.
Depuis le 1er juillet 2013, le règlement sur les produits de construction (règlement (UE) n° 305/2011 - RPC) impose un marquage CE sur tous les produits fournis suivant une norme harmonisée (par ex. EN 10025). Ce marquage CE garantit, pour les utilisations définies dans la norme, les propriétés décrites dans la déclaration de performance remise par le fabricant.
Les aciers S235 CLAS AM FCE, S275 CLAS AM FCE et S355 CLAS AM FCE dans cette fiche de données satisfont à ce règlement.
Etat de surface
La vitesse de découpe laser dépend principalement de l’homogénéité de la surface et de sa réflectivité. Pour améliorer la productivité pour nos clients, ArcelorMittal a conçu divers finis de surface compatibles avec la découpe laser :
- Bobine noire :
- aspect de surface : seul A (pièces non visibles) est disponible ;
- propreté de surface : les qualités Amstrong® peuvent être fournies sur demande avec un fini de surface amélioré sur le produit noir laminé à chaud. Veuillez contacter nos équipes commerciales pour davantage d’informations.
- Décapé :
Le procédé de décapage chlorhydrique d’ArcelorMittal confère une surface propre, plus propice à la découpe laser que celle résultant d’un décapage sulfurique.
- aspect de la surface : A (pièces non visibles) et B (pièces visibles) sont disponibles ;
- protection :
- une huile de protection peut être appliquée,
- Easyfilm® HPE est disponible. Elle confère une protection de surface sèche plus homogène que l’huile et diminue favorablement la réflectivité de l’acier. Par ailleurs, puisqu’aucune huile n’est utilisée, les sols des lieux de travail sont plus propres et plus sûrs.
Pour davantage d’informations, voir la fiche technique A80.
Soudabilité
Grâce aux faibles valeurs du carbone équivalent (voir tableaux des propriétés chimiques), les bobines pour applications de découpe laser d’ArcelorMittal confèrent une excellente soudabilité.
Equivalence des marques et normes
Aciers à haute limite d'élasticité pour formage à froid
Full table
| |
EN 10025-2:2004 |
EN 10149-2:2013 |
EN 10111:2008 |
Anciens noms de marques |
| Amstrong® 320MC CLAS AM FCE |
|
S315MC |
|
|
| Amstrong® 360MC CLAS AM FCE |
|
S355MC |
|
Sollaser® 380/Sidlaser® 380/Superlaser 355MC |
| Amstrong® 420MC CLAS AM FCE |
|
S420MC |
|
Sollaser® 440/Sidlaser® 420 |
| Amstrong® 500MC CLAS AM FCE |
|
S500MC |
|
|
Amstrong® 320MC CLAS AM FCE
| |
Amstrong® 320MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S315MC |
| EN 10111:2008 |
|
| Anciens noms de marques |
|
Amstrong® 360MC CLAS AM FCE
| |
Amstrong® 360MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S355MC |
| EN 10111:2008 |
|
| Anciens noms de marques |
Sollaser® 380/Sidlaser® 380/Superlaser 355MC |
Amstrong® 420MC CLAS AM FCE
| |
Amstrong® 420MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S420MC |
| EN 10111:2008 |
|
| Anciens noms de marques |
Sollaser® 440/Sidlaser® 420 |
Amstrong® 500MC CLAS AM FCE
| |
Amstrong® 500MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S500MC |
| EN 10111:2008 |
|
| Anciens noms de marques |
|
Nuance préc
Nuance suiv
Aciers de construction
Full table
| |
EN 10025-2:2004 |
EN 10149-2:2013 |
EN 10111:2008 |
Anciens noms de marques |
| S200 CLAS AM FCE |
|
|
DD12 |
Sollaser® 220/Sidlaser® 220/Superlaser DD12 |
| S240 CLAS AM FCE |
S235J0 |
|
|
Sollaser® 260/Sidlaser® 240/Superlaser 235 |
| S275 CLAS AM FCE |
S275J0 |
|
|
|
| S355 CLAS AM FCE |
S355J0 |
|
|
|
S200 CLAS AM FCE
| |
S200 CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
|
| EN 10111:2008 |
DD12 |
| Anciens noms de marques |
Sollaser® 220/Sidlaser® 220/Superlaser DD12 |
S240 CLAS AM FCE
| |
S240 CLAS AM FCE |
| EN 10025-2:2004 |
S235J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Anciens noms de marques |
Sollaser® 260/Sidlaser® 240/Superlaser 235 |
S275 CLAS AM FCE
| |
S275 CLAS AM FCE |
| EN 10025-2:2004 |
S275J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Anciens noms de marques |
|
S355 CLAS AM FCE
| |
S355 CLAS AM FCE |
| EN 10025-2:2004 |
S355J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Anciens noms de marques |
|
Nuance préc
Nuance suiv
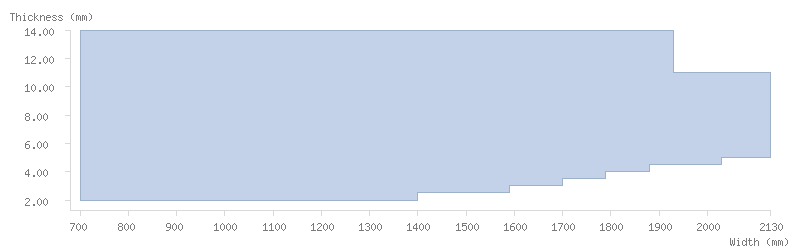
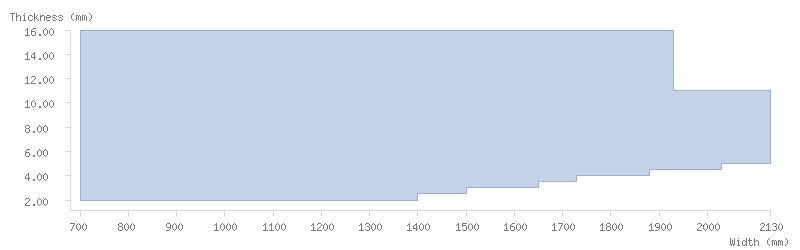
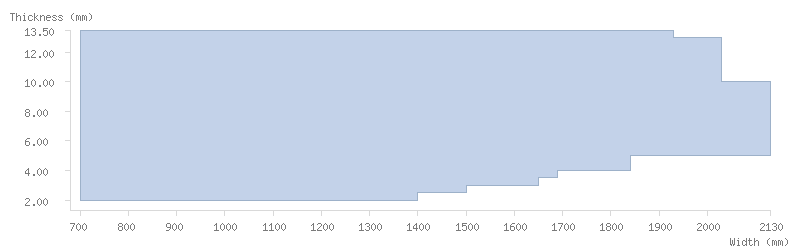
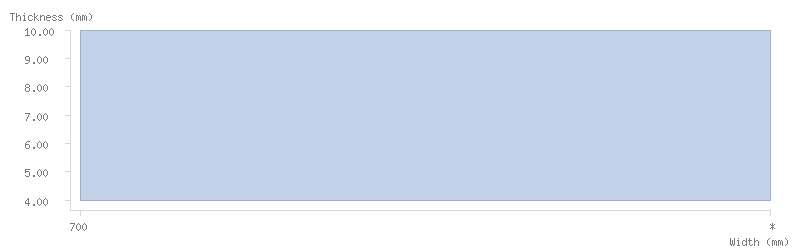
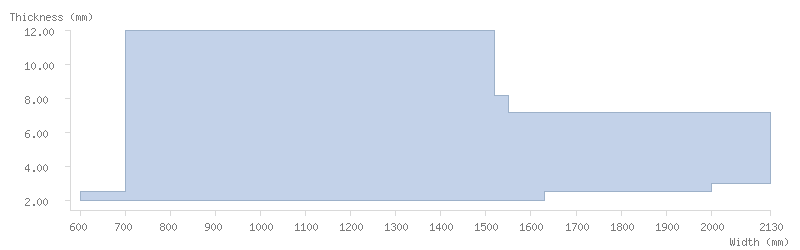
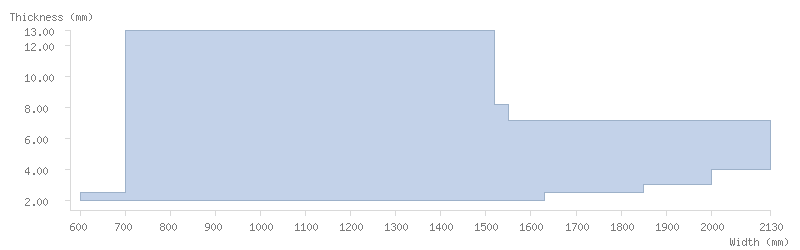
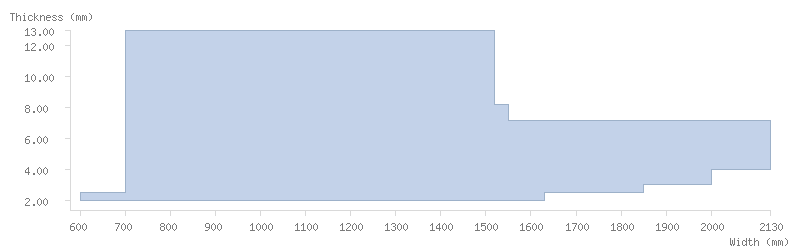
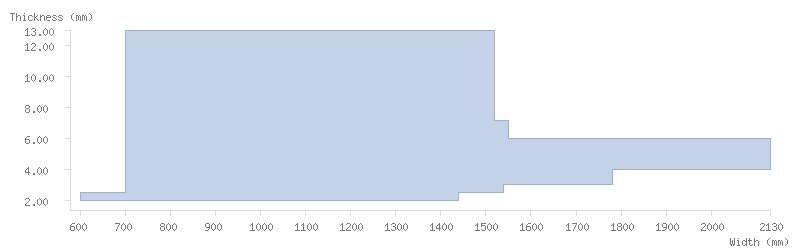
Dimensions
Tolérance d’épaisseur
La régularité de l’épaisseur et les tensions internes réduites de ces bobines favorisent le fonctionnement continu des machines de découpe laser en diminuant le risque de panne et la fréquence de casse de tête de découpe laser. Cela permet l’utilisation de systèmes de chargement et de déchargement entièrement automatisés.
Les tolérances d’épaisseur suivantes (EN 10051:2010) sont disponibles : 3/4, 1/2 et 1/3 pour les bobines noires et les aciers décapés. Veuillez contacter nos équipes commerciales pour des tolérances plus strictes.
Les qualités Amstrong® sont livrées avec une tolérance épaisseur 1/2 EN si aucune demande de tolérances plus serrées n’a été formulée.
Tolérance de planéité
Puisque le degré de planéité obtenu dépend essentiellement du procédé de déroulage et de planage appliqué lors de la découpe laser, nous ne pouvons pas apporter de garantie pour les bobines fournies.
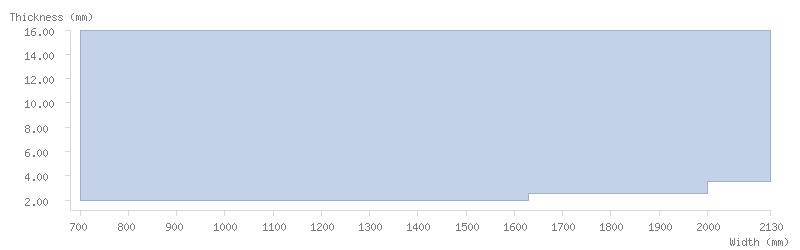
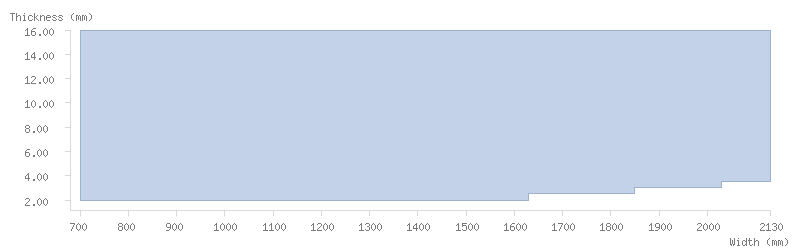
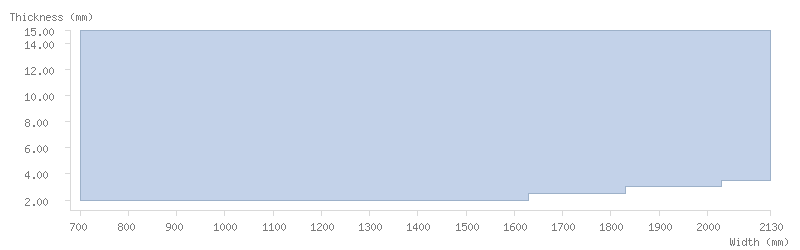
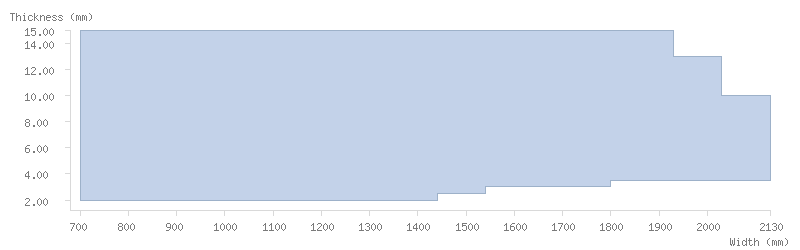
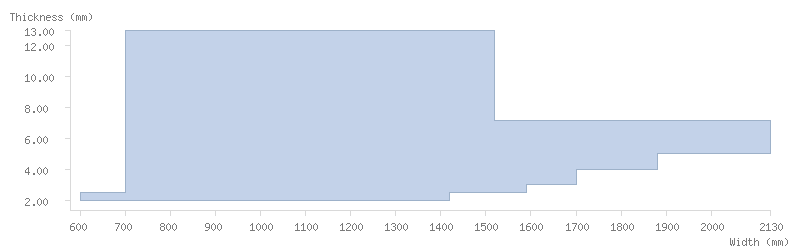
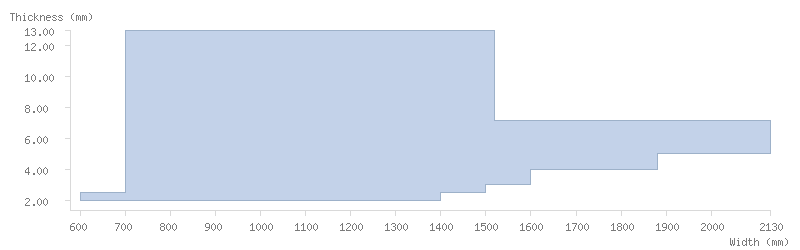
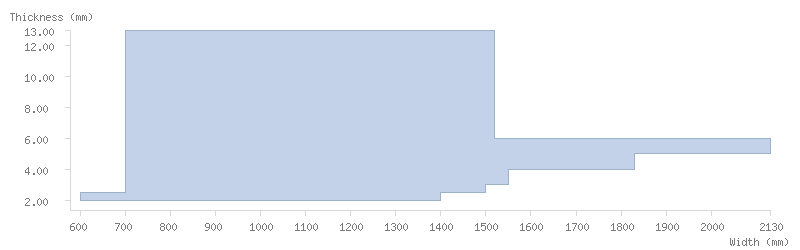
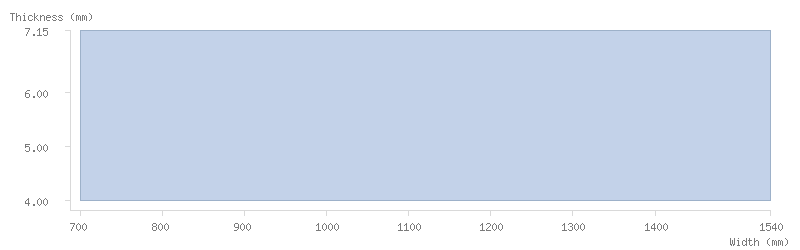
Tableaux dimensionnels
Les tableaux ci-dessous présentent les dimensions disponibles pour les bobines ArcelorMittal :
Bobines noires
Bobines décapées
Caractéristiques mécaniques
Aciers à haute limite d'élasticité pour formage à froid
Full table
| |
Direction |
Epaisseur (mm) |
Re (MPa) |
Rm (MPa) |
A80 (%) |
A 5,65√So (%) |
Ratio de pliage (ép.) |
KV -20°C (J) |
| Amstrong® 320MC CLAS AM FCE |
L |
2 - 3 |
320 - 420 |
420 - 500 |
≥ 22 |
≥ 27 |
- |
- |
| 3 - 6 |
- |
| 6 - 14 |
≥ 40 |
| T |
2 - 3 |
345 - 450 |
435 - 540 |
≥ 21 |
≥ 26 |
≥ 0 |
- |
| 3 - 14 |
- |
| Amstrong® 360MC CLAS AM FCE |
L |
2 - 3 |
360 - 440 |
450 - 530 |
≥ 21 |
- |
- |
- |
| 3 - 6 |
- |
≥ 26 |
| 6 - 16 |
≥ 40 |
| T |
2 - 3 |
380 - 460 |
460 - 540 |
≥ 20 |
- |
≥ 0 |
- |
| 3 - 16 |
- |
≥ 25 |
| Amstrong® 420MC CLAS AM FCE |
L |
2 - 3 |
420 - 500 |
490 - 590 |
≥ 18 |
- |
- |
- |
| 3 - 6 |
- |
≥ 23 |
| 6 - 14 |
≥ 40 |
| T |
2 - 3 |
440 - 520 |
500 - 600 |
≥ 17 |
- |
≥ 0.5 |
- |
| 3 - 14 |
- |
≥ 22 |
| Amstrong® 500MC CLAS AM FCE |
L |
< 2 |
500 - 600 |
570 - 700 |
≥ 15 |
- |
- |
- |
| 2 - 3 |
≥ 16 |
| 3 - 6 |
- |
≥ 19 |
| 6 - 10 |
≥ 40 |
| T |
< 2 |
530 - 630 |
570 - 700 |
≥ 14 |
- |
≥ 0.6 |
- |
| 2 - 3 |
≥ 15 |
| 3 - 6 |
- |
≥ 18 |
| 6 - 10 |
≥ 1 |
Le ratio de pliage est défini suivant les requis de l’EN 10149-2:2013 : pliage à 180° avec un diamètre minimal de mandrin.
Amstrong® 320MC CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
Amstrong® 320MC CLAS AM FCE |
| Re (MPa) |
L |
2 - 14 |
320 - 420 |
| T |
2 - 14 |
345 - 450 |
| Rm (MPa) |
L |
2 - 14 |
420 - 500 |
| T |
2 - 14 |
435 - 540 |
| A80 (%) |
L |
2 - 3 |
≥ 22 |
| T |
2 - 3 |
≥ 21 |
| A 5,65√So (%) |
L |
2 - 14 |
≥ 27 |
| T |
2 - 14 |
≥ 26 |
| Ratio de pliage (ép.) |
T |
2 - 14 |
≥ 0 |
| KV -20°C (J) |
L |
6 - 14 |
≥ 40 |
Amstrong® 360MC CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
Amstrong® 360MC CLAS AM FCE |
| Re (MPa) |
L |
2 - 16 |
360 - 440 |
| T |
2 - 16 |
380 - 460 |
| Rm (MPa) |
L |
2 - 16 |
450 - 530 |
| T |
2 - 16 |
460 - 540 |
| A80 (%) |
L |
2 - 3 |
≥ 21 |
| T |
2 - 3 |
≥ 20 |
| A 5,65√So (%) |
L |
3 - 16 |
≥ 26 |
| T |
3 - 16 |
≥ 25 |
| Ratio de pliage (ép.) |
T |
2 - 16 |
≥ 0 |
| KV -20°C (J) |
L |
6 - 16 |
≥ 40 |
Amstrong® 420MC CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
Amstrong® 420MC CLAS AM FCE |
| Re (MPa) |
L |
2 - 14 |
420 - 500 |
| T |
2 - 14 |
440 - 520 |
| Rm (MPa) |
L |
2 - 14 |
490 - 590 |
| T |
2 - 14 |
500 - 600 |
| A80 (%) |
L |
2 - 3 |
≥ 18 |
| T |
2 - 3 |
≥ 17 |
| A 5,65√So (%) |
L |
3 - 14 |
≥ 23 |
| T |
3 - 14 |
≥ 22 |
| Ratio de pliage (ép.) |
T |
2 - 14 |
≥ 0.5 |
| KV -20°C (J) |
L |
6 - 14 |
≥ 40 |
Amstrong® 500MC CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
Amstrong® 500MC CLAS AM FCE |
| Re (MPa) |
L |
< 10 |
500 - 600 |
| T |
< 10 |
530 - 630 |
| Rm (MPa) |
L |
< 10 |
570 - 700 |
| T |
< 10 |
570 - 700 |
| A80 (%) |
L |
< 2 |
≥ 15 |
| 2 - 3 |
≥ 16 |
| T |
< 2 |
≥ 14 |
| 2 - 3 |
≥ 15 |
| A 5,65√So (%) |
L |
3 - 10 |
≥ 19 |
| T |
3 - 10 |
≥ 18 |
| Ratio de pliage (ép.) |
T |
< 6 |
≥ 0.6 |
| 6 - 10 |
≥ 1 |
| KV -20°C (J) |
L |
6 - 10 |
≥ 40 |
Nuance préc
Nuance suiv
Le ratio de pliage est défini suivant les requis de l’EN 10149-2:2013 : pliage à 180° avec un diamètre minimal de mandrin.
Aciers de construction
Full table
| |
Direction |
Epaisseur (mm) |
Re (MPa) |
Rm (MPa) |
A80 (%) |
A 5,65√So (%) |
Ratio de pliage (ép.) |
KV 0°C (J) |
| S200 CLAS AM FCE |
T |
2 - 3 |
200 - 310 |
320 - 410 |
≥ 27 |
- |
- |
- |
| 3 - 16 |
200 - 300 |
320 - 400 |
- |
≥ 32 |
| S240 CLAS AM FCE |
L |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| T |
2 - 3 |
240 - 320 |
360 - 440 |
≥ 22 |
- |
- |
- |
| 3 - 16 |
- |
- |
- |
≥ 28 |
| S275 CLAS AM FCE |
L |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| T |
2 - 2.5 |
≥ 275 |
430 - 580 |
< 16 |
- |
- |
- |
| 2.5 - 3 |
< 17 |
| 3 - 16 |
410 - 560 |
- |
< 21 |
| S355 CLAS AM FCE |
L |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| T |
2 - 2.5 |
≥ 355 |
510 - 610 |
≥ 15 |
- |
≥ 1 |
- |
| 2.5 - 3 |
≥ 16 |
| 3 - 16 |
490 - 590 |
- |
≥ 20 |
Ratio de pliage : les valeurs des rayons de pliage possibles pour un pliage ≤ 90° tel que défini dans l’EN 10025-2:2004.
S200 CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
S200 CLAS AM FCE |
| Re (MPa) |
T |
2 - 3 |
200 - 310 |
| 3 - 16 |
200 - 300 |
| Rm (MPa) |
T |
2 - 3 |
320 - 410 |
| 3 - 16 |
320 - 400 |
| A80 (%) |
T |
2 - 3 |
≥ 27 |
| A 5,65√So (%) |
T |
3 - 16 |
≥ 32 |
S240 CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
S240 CLAS AM FCE |
| Re (MPa) |
T |
2 - 3 |
240 - 320 |
| Rm (MPa) |
T |
2 - 3 |
360 - 440 |
| A80 (%) |
T |
2 - 3 |
≥ 22 |
| A 5,65√So (%) |
T |
3 - 16 |
≥ 28 |
| KV 0°C (J) |
L |
6 - 16 |
≥ 27 |
S275 CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
S275 CLAS AM FCE |
| Re (MPa) |
T |
2 - 16 |
≥ 275 |
| Rm (MPa) |
T |
2 - 3 |
430 - 580 |
| 3 - 16 |
410 - 560 |
| A80 (%) |
T |
2 - 2.5 |
< 16 |
| 2.5 - 3 |
< 17 |
| A 5,65√So (%) |
T |
3 - 16 |
< 21 |
| KV 0°C (J) |
L |
6 - 16 |
≥ 27 |
S355 CLAS AM FCE
| |
Direction |
Epaisseur (mm) |
S355 CLAS AM FCE |
| Re (MPa) |
T |
2 - 16 |
≥ 355 |
| Rm (MPa) |
T |
2 - 3 |
510 - 610 |
| 3 - 16 |
490 - 590 |
| A80 (%) |
T |
2 - 2.5 |
≥ 15 |
| 2.5 - 3 |
≥ 16 |
| A 5,65√So (%) |
T |
3 - 16 |
≥ 20 |
| Ratio de pliage (ép.) |
T |
2 - 16 |
≥ 1 |
| KV 0°C (J) |
L |
6 - 16 |
≥ 27 |
Nuance préc
Nuance suiv
Ratio de pliage : les valeurs des rayons de pliage possibles pour un pliage ≤ 90° tel que défini dans l’EN 10025-2:2004.
Analyses chimiques
Aciers à haute limite d'élasticité pour formage à froid
Full table
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Cu (%) |
Cr (%) |
Ni (%) |
Nb (%) |
Ceq (%) |
Galvanisation |
| Amstrong® 320MC CLAS AM FCE |
≤ 0.100 |
≤ 1.30 |
≤ 0.025 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.040 |
≤ 0.36 |
Class 1 |
| Amstrong® 360MC CLAS AM FCE |
≤ 0.100 |
≤ 1.40 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.065 |
≤ 0.36 |
Class 1 |
| Amstrong® 420MC CLAS AM FCE |
≤ 0.110 |
≤ 1.50 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.065 |
≤ 0.38 |
Class 1 |
| Amstrong® 500MC CLAS AM FCE |
≤ 0.120 |
≤ 1.70 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.090 |
≤ 0.42 |
Class 1 |
Amstrong® 320MC CLAS AM FCE
| |
Amstrong® 320MC CLAS AM FCE |
| C (%) |
≤ 0.100 |
| Mn (%) |
≤ 1.30 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.040 |
| Ceq (%) |
≤ 0.36 |
| Galvanisation |
Class 1 |
Amstrong® 360MC CLAS AM FCE
| |
Amstrong® 360MC CLAS AM FCE |
| C (%) |
≤ 0.100 |
| Mn (%) |
≤ 1.40 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.065 |
| Ceq (%) |
≤ 0.36 |
| Galvanisation |
Class 1 |
Amstrong® 420MC CLAS AM FCE
| |
Amstrong® 420MC CLAS AM FCE |
| C (%) |
≤ 0.110 |
| Mn (%) |
≤ 1.50 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.065 |
| Ceq (%) |
≤ 0.38 |
| Galvanisation |
Class 1 |
Amstrong® 500MC CLAS AM FCE
| |
Amstrong® 500MC CLAS AM FCE |
| C (%) |
≤ 0.120 |
| Mn (%) |
≤ 1.70 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.090 |
| Ceq (%) |
≤ 0.42 |
| Galvanisation |
Class 1 |
Nuance préc
Nuance suiv
Aciers de construction
Full table
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Cu (%) |
Cr (%) |
Ni (%) |
Nb (%) |
Ceq (%) |
Galvanisation |
| S200 CLAS AM FCE |
≤ 0.080 |
≤ 0.45 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
- |
- |
- |
- |
≤ 0.16 |
Class 1 |
| S240 CLAS AM FCE |
≤ 0.170 |
≤ 0.80 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
- |
- |
- |
≤ 0.35 |
Class 1 |
| S275 CLAS AM FCE |
≤ 0.180 |
≤ 1.30 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
- |
≤ 0.40 |
Class 1 |
| S355 CLAS AM FCE |
≤ 0.200 |
≤ 1.60 |
≤ 0.025 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.060 |
≤ 0.45 |
Class 1 |
S200 CLAS AM FCE
| |
S200 CLAS AM FCE |
| C (%) |
≤ 0.080 |
| Mn (%) |
≤ 0.45 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
- |
| Cr (%) |
- |
| Ni (%) |
- |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.16 |
| Galvanisation |
Class 1 |
S240 CLAS AM FCE
| |
S240 CLAS AM FCE |
| C (%) |
≤ 0.170 |
| Mn (%) |
≤ 0.80 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
- |
| Ni (%) |
- |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.35 |
| Galvanisation |
Class 1 |
S275 CLAS AM FCE
| |
S275 CLAS AM FCE |
| C (%) |
≤ 0.180 |
| Mn (%) |
≤ 1.30 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.40 |
| Galvanisation |
Class 1 |
S355 CLAS AM FCE
| |
S355 CLAS AM FCE |
| C (%) |
≤ 0.200 |
| Mn (%) |
≤ 1.60 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.060 |
| Ceq (%) |
≤ 0.45 |
| Galvanisation |
Class 1 |
Nuance préc
Nuance suiv
Toutes les informations figurant dans le catalogue d'ArcelorMittal Flat Carbon Europe S.A. ne sont données qu'à titre indicatif. ArcelorMittal Flat Carbon Europe S.A. se réserve le droit de modifier à tout moment et sans préavis sa gamme de produits.
For more information on our products, visit the document centre.