In order to offer you the best possible experience, we suggest that you accept the deposit and reading of cookies and the use of technology necessary for their proper functioning:










L'utilisation d'aciers laminés à froid décarburés Solfer® pour les procédés d'émaillage en blanc et couleur permet d'obtenir un excellent aspect de surface après cuisson de l'émail.
Les aciers laminés à froid pour émaillage de la gamme Solfer® sont obtenus par décarburation. Deux procédés de décarburation sont mis en œuvre :
Les aciers Solfer® et Solfer®+ conviennent pour la fabrication de pièces complexes (emboutissage moyen à profond) et sont compatibles avec tous les procédés d'émaillage existants (émaillage blanc ou couleur direct après dégraissage, décapage et nickelage, deux couches / une cuisson ou émaillage de masse après simple dégraissage), les couches d'émaux étant appliquées aussi bien par la voie poudre que par la voie liquide.
Ces nuances offrent une excellente résistance aux «coups d’ongle». Une valeur de TH minimum de 100 selon EN 10209:2013 est garantie.
L’acier Solfer® CA convient pour un emboutissage léger à moyen, et est compatible, après un simple dégraissage avec un procédé d’émaillage deux couches / une cuisson par voie liquide / poudre ou poudre / poudre. Cet acier peut également être utilisé en émaillage de masse.
Cette nuance offre une excellente résistance aux «coups d’ongle». Une valeur de TH minimum de 100 selon EN 10209:2013 est garantie.
Pour toute la gamme Solfer®, l'aspect de surface obtenu après émaillage est d'excellente qualité : absence de bouillons ou de points noirs. Ceci est lié à la très faible teneur en carbone de ces aciers (dans la masse pour les nuances Solfer® et Solfer®+ et en surface pour la nuance Solfer® CA). De plus, pour les nuances Solfer® et Solfer®+, les déformations à haute température (par exemple, cas des cycles de pyrolyse, fléchissement) sont limitées.
Les nuances de la gamme Solfer® conviennent particulièrement pour la fabrication de pièces d'habillage des appareils électroménager (tables de cuisson, couvercles, bandeaux, panneaux latéraux, etc.) ainsi que les ustensiles de cuisine (casseroles).
Ces aciers peuvent également être utilisés en architecture compte tenu de leur bonne résistance à la déformation lors de la cuisson de l'émail.
Mise en forme
Les nuances de la gamme Solfer® peuvent être mises en forme par pliage, profilage ou emboutissage.
Assemblage
Les nuances de la gamme Solfer® se soudent sans difficulté, quels que soient les procédés de soudage retenus.
D’autres procédés d’assemblage (clinchage, sertissage) peuvent également être utilisés.
Procédé d’émaillage direct : nuances Solfer® et Solfer®+
Préparation de surface :
Le plus grand soin est à apporter aux opérations de préparation de surface avant émaillage (dégraissage, décapage, nickelage), qui conditionnent l'aspect de surface de la pièce émaillée ainsi que l'adhérence de l'émail sur celle-ci. Ainsi, le niveau de perte en fer après décapage, de même que la prise de nickel au cours du traitement de surface doivent être très précisément contrôlés.
Application de l'émail et cuisson :
L'épaisseur de la couche d'émail déposée est généralement de l'ordre de 130 µm. De plus les nuances Solfer® et Solfer®+ sont compatibles avec les procédés d'émaillage les plus utilisés : pistolage humide, émaillage électrostatique humide ou poudre.
Compte tenu de sa teneur limitée en aluminium, la nuance Solfer® est particulièrement adaptée au procédé d'application ETE.
En cas d'application par voie humide, il est impératif de sécher la couche d'émail avant cuisson.
Enfin, la cuisson est opérée à une température d'environ 830°C.
Procédé d’émaillage deux couches / une cuisson : nuances Solfer® CA, Solfer® et Solfer®+
Préparation de surface :
Application de l’émail et cuisson :
| EN 10209:2013 | ASTM A424 | JIS 3141 + 3133 | Anciens noms de marques | |
|---|---|---|---|---|
| Solfer® | DC03ED | Type 1 CS | SPP | |
| Solfer®+ | DC04ED | Type 1 DS | SPP | |
| Solfer® CA |
| Solfer® | |
|---|---|
| EN 10209:2013 | DC03ED |
| ASTM A424 | Type 1 CS |
| JIS 3141 + 3133 | SPP |
| Solfer®+ | |
|---|---|
| EN 10209:2013 | DC04ED |
| ASTM A424 | Type 1 DS |
| JIS 3141 + 3133 | SPP |
| Solfer® CA | |
|---|---|
| EN 10209:2013 | |
| ASTM A424 | |
| JIS 3141 + 3133 | |
| Epaisseur (mm) | Largeur mini | Solfer®, Solfer®+ | Solfer® CA |
|---|---|---|---|
| Largeur maxi | Largeur maxi | ||
| 0.50 ≤ ép. < 2.00 | 700 | 1760 | 1660 |
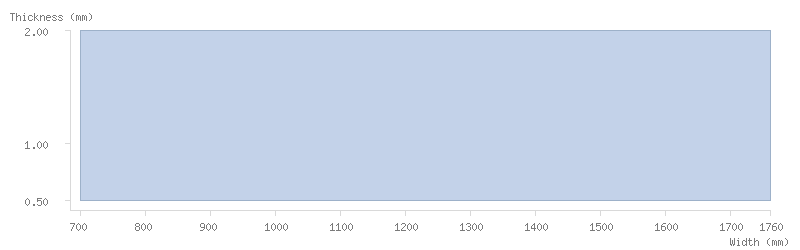
| Epaisseur (mm) | Largeur mini | Largeur maxi |
|---|---|---|
| 0.50 ≤ ép. < 2.00 | 700 | 1760 |
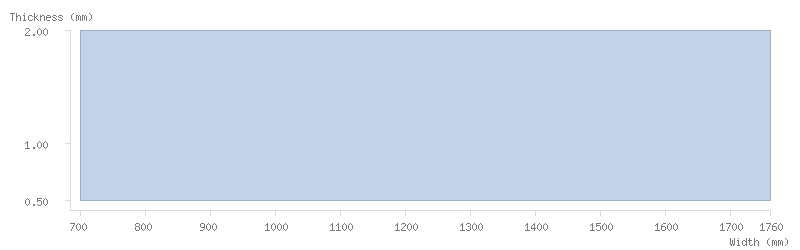
| Epaisseur (mm) | Largeur mini | Largeur maxi |
|---|---|---|
| 0.50 ≤ ép. < 2.00 | 700 | 1760 |
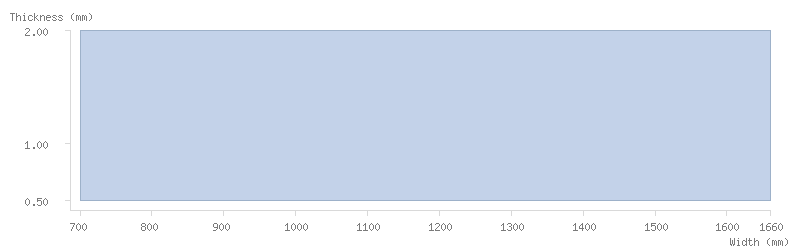
| Epaisseur (mm) | Largeur mini | Largeur maxi |
|---|---|---|
| 0.50 ≤ ép. < 2.00 | 700 | 1660 |
| Direction | Epaisseur (mm) | Re (MPa) | Rm (MPa) | A80 (%) | |
|---|---|---|---|---|---|
| Solfer® | T | 0.5 - 0.7 | 140 - 260 | 270 - 370 | ≥ 32 |
| 0.7 - 2 | 140 - 240 | ≥ 34 | |||
| Solfer®+ | T | 0.5 - 0.7 | 140 - 230 | 270 - 350 | ≥ 36 |
| 0.7 - 2 | 140 - 210 | ≥ 38 | |||
| Solfer® CA | T | 0.4 - 0.5 | 140 - 260 | 270 - 390 | ≥ 32 |
| 0.5 - 0.7 | 140 - 240 | ≥ 34 | |||
| 0.7 - 2 | 140 - 220 | ≥ 36 |
Caractéristiques mécaniques à la livraison
Solfer® CA : les caractéristiques mécaniques ainsi que la résistance aux coups d'ongle sont conformes à la norme EN 10209:2013.
| Direction | Epaisseur (mm) | Solfer® | |
|---|---|---|---|
| Re (MPa) | T | 0.5 - 0.7 | 140 - 260 |
| 0.7 - 2 | 140 - 240 | ||
| Rm (MPa) | T | 0.5 - 2 | 270 - 370 |
| A80 (%) | T | 0.5 - 0.7 | ≥ 32 |
| 0.7 - 2 | ≥ 34 |
| Direction | Epaisseur (mm) | Solfer®+ | |
|---|---|---|---|
| Re (MPa) | T | 0.5 - 0.7 | 140 - 230 |
| 0.7 - 2 | 140 - 210 | ||
| Rm (MPa) | T | 0.5 - 2 | 270 - 350 |
| A80 (%) | T | 0.5 - 0.7 | ≥ 36 |
| 0.7 - 2 | ≥ 38 |
| Direction | Epaisseur (mm) | Solfer® CA | |
|---|---|---|---|
| Re (MPa) | T | 0.4 - 0.5 | 140 - 260 |
| 0.5 - 0.7 | 140 - 240 | ||
| 0.7 - 2 | 140 - 220 | ||
| Rm (MPa) | T | 0.4 - 2 | 270 - 390 |
| A80 (%) | T | 0.4 - 0.5 | ≥ 32 |
| 0.5 - 0.7 | ≥ 34 | ||
| 0.7 - 2 | ≥ 36 |
Caractéristiques mécaniques à la livraison
Solfer® CA : les caractéristiques mécaniques ainsi que la résistance aux coups d'ongle sont conformes à la norme EN 10209:2013.
| Notes | C (%) | Mn (%) | P (%) | S (%) | Si (%) | Al (%) | |
|---|---|---|---|---|---|---|---|
| Solfer® | ≤ 0.004 | ≤ 0.40 | ≤ 0.035 | ≤ 0.050 | ≤ 0.030 | ≤ 0.020 | |
| Solfer®+ | ≤ 0.004 | ≤ 0.40 | ≤ 0.030 | ≤ 0.050 | ≤ 0.030 | ≤ 0.060 | |
| Solfer® CA | 1 | 0.025 - 0.045 | 0.16 - 0.24 | ≤ 0.018 | ≤ 0.018 | ≤ 0.030 | - |
1. C (%) : analyse coulée
Les conditions de fabrication garantissent une bonne résistance aux coups d’ongle (TH > 100 selon EN 10209:2013).
| Notes | Solfer® | |
|---|---|---|
| C (%) | ≤ 0.004 | |
| Mn (%) | ≤ 0.40 | |
| P (%) | ≤ 0.035 | |
| S (%) | ≤ 0.050 | |
| Si (%) | ≤ 0.030 | |
| Al (%) | ≤ 0.020 | |
| Cu (%) | - | |
| Cr (%) | - | |
| Ni (%) | - | |
| Mo (%) | - | |
| Nb (%) | - | |
| V (%) | - | |
| Ti (%) | - | |
| B (%) | - | |
| N (%) | - | |
| Ceq (%) | - | |
| PCM (%) | - | |
| Notes | Solfer®+ | |
|---|---|---|
| C (%) | ≤ 0.004 | |
| Mn (%) | ≤ 0.40 | |
| P (%) | ≤ 0.030 | |
| S (%) | ≤ 0.050 | |
| Si (%) | ≤ 0.030 | |
| Al (%) | ≤ 0.060 | |
| Cu (%) | - | |
| Cr (%) | - | |
| Ni (%) | - | |
| Mo (%) | - | |
| Nb (%) | - | |
| V (%) | - | |
| Ti (%) | - | |
| B (%) | - | |
| N (%) | - | |
| Ceq (%) | - | |
| PCM (%) | - | |
| Notes | Solfer® CA | |
|---|---|---|
| C (%) | 1 | 0.025 - 0.045 |
| Mn (%) | 1 | 0.16 - 0.24 |
| P (%) | 1 | ≤ 0.018 |
| S (%) | 1 | ≤ 0.018 |
| Si (%) | 1 | ≤ 0.030 |
| Al (%) | 1 | - |
| Cu (%) | 1 | - |
| Cr (%) | 1 | - |
| Ni (%) | 1 | - |
| Mo (%) | 1 | - |
| Nb (%) | 1 | - |
| V (%) | 1 | - |
| Ti (%) | 1 | - |
| B (%) | 1 | - |
| N (%) | 1 | - |
| Ceq (%) | 1 | - |
| PCM (%) | 1 | - |
1. C (%) : analyse coulée
1. C (%) : analyse coulée
Les conditions de fabrication garantissent une bonne résistance aux coups d’ongle (TH > 100 selon EN 10209:2013).
Des questions ?
Posez-les via notre formulaire de contact sur
https://industry.arcelormittal.com/getintouch
Toutes les informations figurant dans le catalogue d'ArcelorMittal Flat Carbon Europe S.A. ne sont données qu'à titre indicatif. ArcelorMittal Flat Carbon Europe S.A. se réserve le droit de modifier à tout moment et sans préavis sa gamme de produits.

 Télécharger
Télécharger