In order to offer you the best possible experience, we suggest that you accept the deposit and reading of cookies and the use of technology necessary for their proper functioning:
understanding the navigation issues you may encounter
the improvement of functionalities to meet your expectations
cookies for marketing purposes or advertising will not be retained
Sign up to receive ArcelorMittal Flat Products Industry news alerts by email
Bookmark
Share on
Contact us
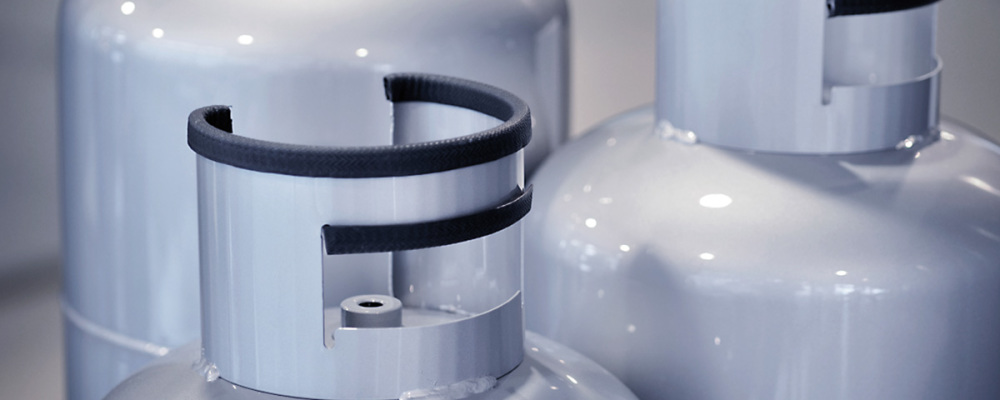
B64 - Acero de alta resistencia para botellas de gas ligeras
La utilización de esta calidad de acero, específicamente destinada a la fabricación de botellas de gas, permite una sustancial reducción del peso de estos recipientes.
Fecha de actualización: 2019-06-14Menú de acceso rápido
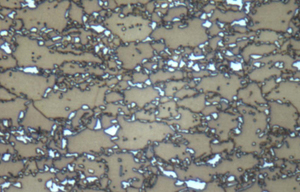
El acero dual-phase (de doble fase) laminado en frío y sometido a un proceso de recocido continuo ofrece una excelente combinación de resistencia y aptitud para la embutición, gracias a su microestructura, compuesta por una fase martensítica dura dispersa en una fase ferrítica blanda. Este grado de acero presenta una elevada capacidad de endurecimiento por deformación plástica y un alto límite elástico (Re), lo que le confiere una buena capacidad para la redistribución de la deformación y, por lo tanto, una buena aptitud para la embutición.
Como resultado del endurecimiento por deformación plástica, las propiedades mecánicas del cilindro después del proceso de conformación, y en particular su límite elástico, son superiores a las de la pieza inicial.
Dual-phase
Ventajas
La característica fundamental de este acero para botellas de gas es su capacidad para soportar altas presiones en diferentes condiciones de uso. Para soportar elevadas presiones, resulta ventajoso disponer de un material con alta resistencia, especialmente en aquellos casos en los que el endurecimiento del acero de alta resistencia obtenido durante la embutición profunda permite una significativa reducción de espesor en comparación con los aceros convencionales laminados en caliente utilizados para esta aplicación, sin afectar a los procesos normales de transformación.
Esta característica, combinada con una buena ductilidad a bajas temperaturas, soldabilidad, una buena resistencia a la fatiga y buenas propiedades anti-envejecimiento (las propiedades anti-envejecimiento de este acero cumplen los requisitos estipulados en la norma EN 14638), lo convierten en el material que ofrece mayor rendimiento para su uso en botellas de gas ligeras. Asimismo, el impacto medioambiental ligado a estas botellas ligeras de acero 100% reciclable, tanto en su fabricación como en su utilización, es sustancialmente inferior al de las botellas de gas convencionales de acero, lo que las convierte en una alternativa sumamente sostenible.
Aplicaciones
Este grado de acero está específicamente destinado a la fabricación de recipientes para gas rellenables de dos piezas, conformes a los requisitos de las normas EN 14140 y EN 14638. Los casquetes superior e inferior del cuerpo de la botella se forman por embutición profunda y se sueldan (GMAW, MAG); no se someten a tratamiento térmico.
Conformabilidad
Este acero dual-phase ofrece una excelente combinación de resistencia y aptitud para la embutición, gracias a su elevada ductilidad y a su capacidad de endurecimiento por acritud desde el inicio del proceso de deformación, lo que permite asegurar una redistribución homogénea de la deformación y reduce el adelgazamiento localizado de las paredes de la pieza.
Por ejemplo, el límite elástico puede incrementarse en aproximadamente 120 MPa tras una deformación plástica del 2% inducida por una tensión uniaxial (un fenómeno conocido como endurecimiento por medios mecánicos o WH2). El límite elástico también puede incrementarse adicionalmente mediante el endurecimiento en horno (BH2) que se produce en el proceso de cocción de la pintura.
El acero dual-phase puede conformarse utilizando equipos convencionales, siguiendo los procesos habituales para esta aplicación, a condición de que los parámetros de proceso estén correctamente ajustados. Por ejemplo, es preciso incrementar la presión de embutición en aproximadamente un 20% en comparación con el grado de acero P355NB EN 10120. Nótese que este acero dual-phase presenta una mayor sensibilidad a la formación de pliegues y al fenómeno de “recuperación elástica” que los aceros convencionales laminados en caliente utilizados para la fabricación de botellas de gas.
No dude en ponerse en contacto con nosotros, si desea obtener más información sobre la conformabilidad del acero dual‑phase o solicitar asistencia técnica.
Soldabilidad
Pueden utilizarse todos los métodos de soldadura por arco eléctrico empleados habitualmente para esta aplicación (MAG, GMAW, SAW).
Las bombonas de gas se mantienen en su “estado bruto de soldadura”. En procesos de soldadura con arco MAG (Metal Active Gas) para uniones soldadas con solape o la soldadura de collarines, la dureza máxima en la zona de fusión no debe ser superior a 300 HV para el acero dual-phase 600, independientemente de los parámetros seleccionados. No obstante, en áreas sometidas a elevadas tensiones estructurales, debe limitarse el aporte de calor.
Consumibles de soldeo generalmente recomendados:
G3Si1 NF EN 440
SFA/AWS A5.18: ER70S-6
EN ISO 14341-A: G3Si1
ArcelorMittal cuenta con una larga experiencia práctica en la caracterización de sus productos, lo que le permite ofrecer asistencia técnica para la optimización de los parámetros de soldeo para esta aplicación.
Normas
Póngase en contacto con nosotros si requiere el certificado EN 10204-3.1 emitido para este grado de acero, de conformidad con la normativa aplicable.
Todos los datos que aparecen en el catálogo de ArcelorMittal Flat Carbon Europe S.A. figuran a título indicativo. ArcelorMittal Flat Carbon Europe S.A. se reserva el derecho a modificar en todo momento sin previo aviso su gama de productos.
Archivos relacionados con este producto en nuestro centro de documentos










 Descargar
Descargar