A40 - Bobinas de acero para aplicaciones de corte con láser
Estas calidades están especialmente indicadas para la fabricación de piezas de formas complejas o para mejorar la productividad en procesos de producción de piezas a pequeña escala.
 Descargar
Descargar
Grados disponibles:
Aceros de alto límite elástico para aplicaciones de conformación en frío
Aceros estructurales
Propiedades
Las bobinas de acero para aplicaciones de corte con láser (CLAS) son bobinas laminadas en caliente fabricadas en calidades específicas y desarrolladas para aplicaciones en las que se utilicen equipos automatizados de corte por medios térmicos y mecánicos (láser, plasma, etc.).
La oferta ArcelorMittal incluye dos gamas diferenciadas: aceros estructurales y aceros de alto límite elástico para aplicaciones de conformación en frío.
- La gama de aceros estructurales comienza con la calidad S200 CLAS AM FCE, en la cual se combina la aptitud al conformado del DD12 AM FCE (EN 10111:2008) y una estricta gama de tolerancia en términos de propiedades mecánicas. El resto de las calidades de esta gama se inscriben dentro del grupo de aceros estructurales mejorados, según los requisitos de la norma EN 10025-2:2004.
- En el caso de los aceros de alto límite elástico para aplicaciones de conformación en frío, estos incluyen versiones mejoradas de las calidades Amstrong® 315MC, Amstrong® 355MC, Amstrong® 420MC y Amstrong® 500MC según la norma EN 10149-2:2013.
Todos estos productos han sido diseñados para:
- Lograr mayor productividad, calidad y regularidad en los procesos de corte con láser
- Cumplir los requisitos más exigentes sobre planitud del material cortado
Ventajas
El material de las bobinas suministradas para procesos de corte con láser está prácticamente exento de tensiones internas. Gracias a esta propiedad, la chapa puede ser utilizada para producir hojas con planitud garantizada antes, durante y después del corte, siempre que se utilicen equipos adecuados de desbobinado y se apliquen los procedimientos correctos. Las hojas producidas en líneas de corte homologadas por ArcelorMittal pueden suministrarse con valores de planitud garantizados antes, durante y después del corte (consulte la ficha técnica A42).
Para espesores inferiores a 16 mm, estos aceros permiten alcanzar velocidades de corte con láser muy superiores a las obtenidas con calidades estándar y/o procesos de corte convencionales (plasma, oxicorte).
Estos aceros son aptos para procesos de galvanizado por inmersión en caliente.
Aplicaciones
Estas calidades están especialmente indicadas para la fabricación de piezas de formas complejas o para mejorar la productividad en procesos de producción de piezas a pequeña escala.
Desde el 1 de julio de 2013, el Reglamento de Productos de Construcción de la Unión Europea (Nº 305/2011 – CPR) exige colocar el marcado CE a todos los productos suministrados de acuerdo con una norma armonizada (p. ej. la EN 10025). Este marcado CE garantiza, para los usos definidos en la norma, las propiedades descritas en la declaración de prestaciones remitida por el fabricante.
Los aceros S235 CLAS AM FCE, S275 CLAS AM FCE y S355 CLAS AM FCE que figuran en esta ficha técnica cumplen con este reglamento.
Calidad superficial
La velocidad en el proceso de corte con láser depende fundamentalmente de la homogeneidad de la superficie del acero y de su reflectibilidad. Para mejorar la productividad de sus clientes, ArcelorMittal ha desarrollado diferentes tipos de acabados superficiales compatibles con el proceso de corte con láser:
- No decapado:
- Aspecto superficial: sólo aspecto A (partes no expuestas)
- Limpieza superficial: Previa consulta, las calidades Amstrong® pueden suministrarse con un acabado superficial mejorado que se aplica sobre el producto laminado en caliente negro. Si desea más información al respecto puede ponerse en contacto con nuestros equipos comerciales.
- Decapado:
El proceso de decapado con ácido clorhídrico que se realiza en las instalaciones de ArcelorMittal permite obtener superficies limpias y con una mayor aptitud para los procesos de corte con láser que las obtenidas en los procesos de decapado con ácido sulfúrico.
- Aspecto superficial: aspecto A (partes no expuestas) y B (partes expuestas)
- Protección:
- Aceitado de protección opcional.
- Posibilidad de aplicar una película seca (Easyfilm® HPE). Esta película proporciona una protección superficial más uniforme que el aceitado y reduce la reflectividad del acero. Además, la no utilización de aceites contribuye a una mayor limpieza y seguridad de las instalaciones.
Para más información sobre este producto, consulte la ficha técnica A80.
Soldabilidad
Gracias a su bajo contenido en carbono equivalente (véase la tabla de composición química), las bobinas de acero para aplicaciones de corte con láser de ArcelorMittal ofrecen una excelente aptitud a la soldadura.
Equivalencia marcas y normas
Aceros de alto límite elástico para aplicaciones de conformación en frío
Full table
| |
EN 10025-2:2004 |
EN 10149-2:2013 |
EN 10111:2008 |
Antiguas marcas |
| Amstrong® 320MC CLAS AM FCE |
|
S315MC |
|
|
| Amstrong® 360MC CLAS AM FCE |
|
S355MC |
|
Sollaser® 380/Sidlaser® 380/Superlaser 355MC |
| Amstrong® 420MC CLAS AM FCE |
|
S420MC |
|
Sollaser® 440/Sidlaser® 420 |
| Amstrong® 500MC CLAS AM FCE |
|
S500MC |
|
|
Amstrong® 320MC CLAS AM FCE
| |
Amstrong® 320MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S315MC |
| EN 10111:2008 |
|
| Antiguas marcas |
|
Amstrong® 360MC CLAS AM FCE
| |
Amstrong® 360MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S355MC |
| EN 10111:2008 |
|
| Antiguas marcas |
Sollaser® 380/Sidlaser® 380/Superlaser 355MC |
Amstrong® 420MC CLAS AM FCE
| |
Amstrong® 420MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S420MC |
| EN 10111:2008 |
|
| Antiguas marcas |
Sollaser® 440/Sidlaser® 420 |
Amstrong® 500MC CLAS AM FCE
| |
Amstrong® 500MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S500MC |
| EN 10111:2008 |
|
| Antiguas marcas |
|
Grado ante
Próx grado
Aceros estructurales
Full table
| |
EN 10025-2:2004 |
EN 10149-2:2013 |
EN 10111:2008 |
Antiguas marcas |
| S200 CLAS AM FCE |
|
|
DD12 |
Sollaser® 220/Sidlaser® 220/Superlaser DD12 |
| S240 CLAS AM FCE |
S235J0 |
|
|
Sollaser® 260/Sidlaser® 240/Superlaser 235 |
| S275 CLAS AM FCE |
S275J0 |
|
|
|
| S355 CLAS AM FCE |
S355J0 |
|
|
|
S200 CLAS AM FCE
| |
S200 CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
|
| EN 10111:2008 |
DD12 |
| Antiguas marcas |
Sollaser® 220/Sidlaser® 220/Superlaser DD12 |
S240 CLAS AM FCE
| |
S240 CLAS AM FCE |
| EN 10025-2:2004 |
S235J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Antiguas marcas |
Sollaser® 260/Sidlaser® 240/Superlaser 235 |
S275 CLAS AM FCE
| |
S275 CLAS AM FCE |
| EN 10025-2:2004 |
S275J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Antiguas marcas |
|
S355 CLAS AM FCE
| |
S355 CLAS AM FCE |
| EN 10025-2:2004 |
S355J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Antiguas marcas |
|
Grado ante
Próx grado
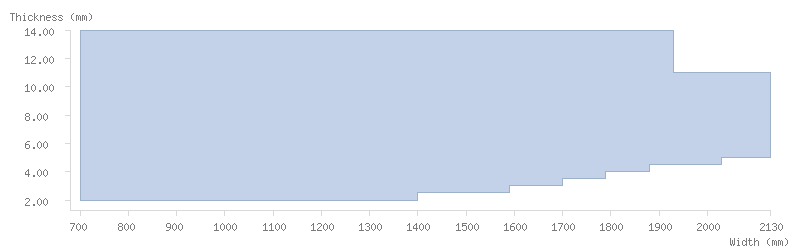
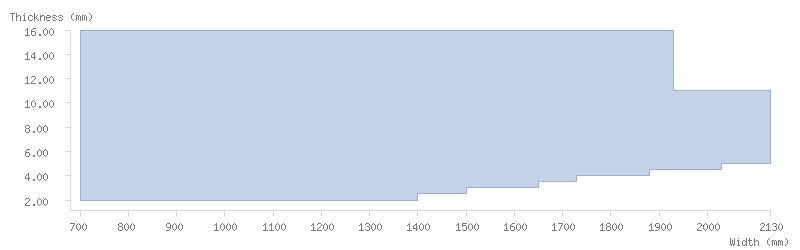
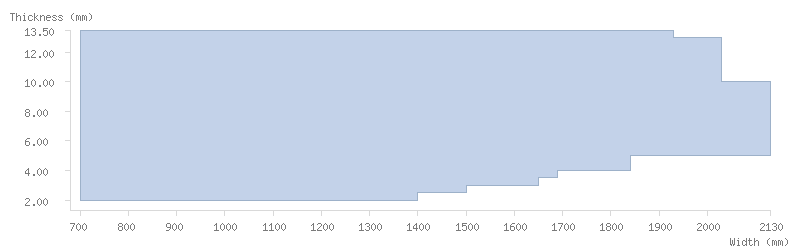
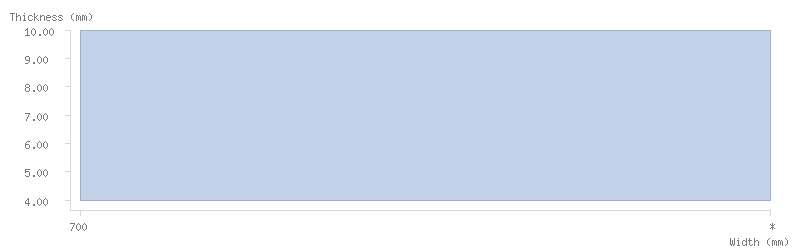
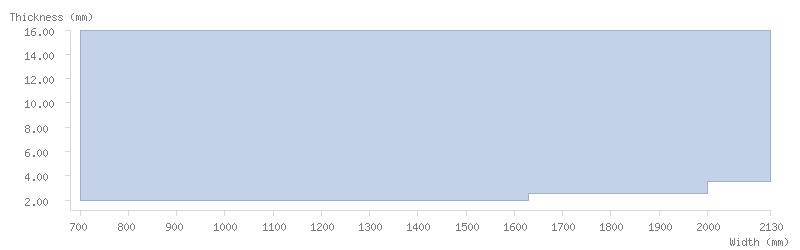
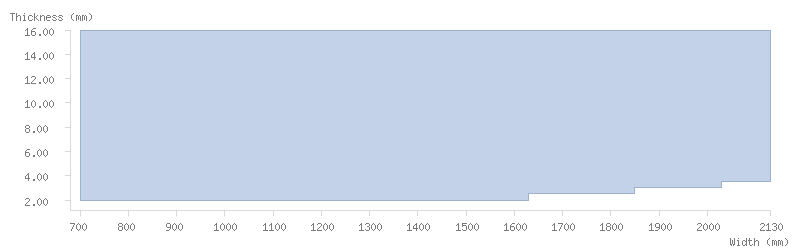
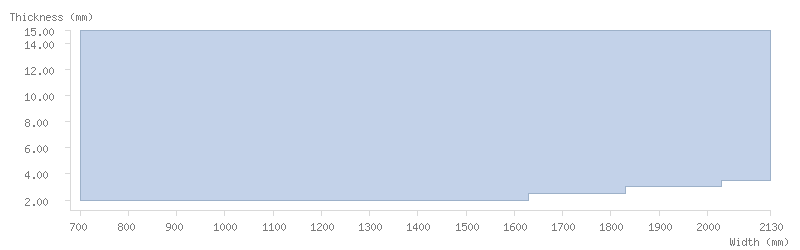
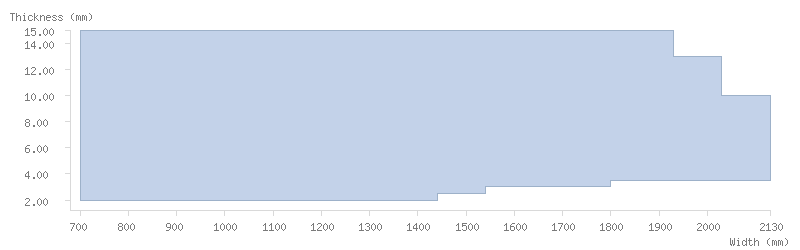
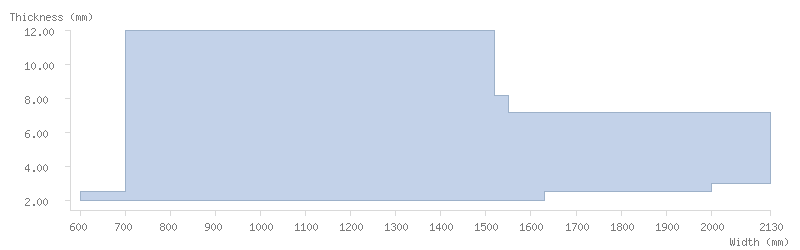
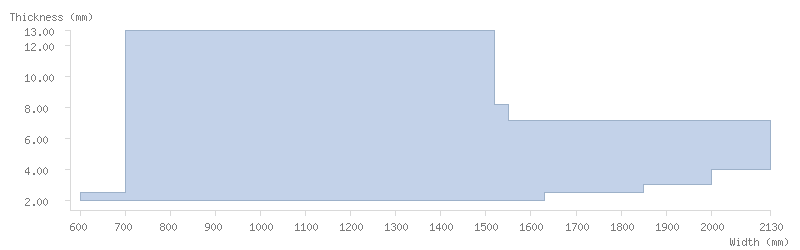
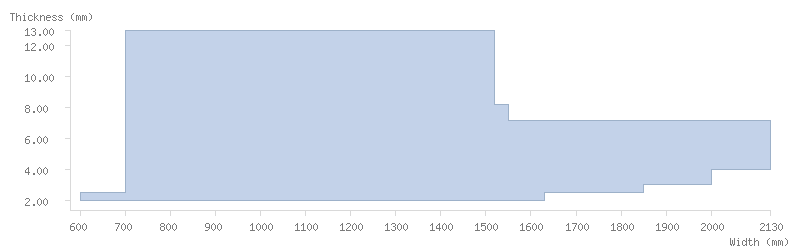
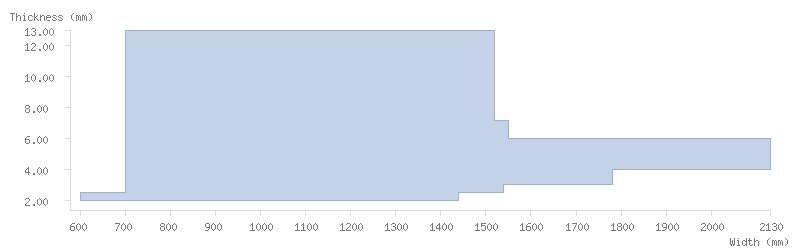
Dimensiones
Tolerancia espesor
La regularidad del espesor y el nivel reducido de tensiones internas de estas bobinas hacen posible un funcionamiento ininterrumpido de los medios de corte minimizando los riesgos de parada y la frecuencia de la rotura de los cabezales de corte con láser. Asimismo, permiten el uso de sistemas totalmente automatizados de carga y descarga del material.
Se ofrece la posibilidad de suministrar el material con tolerancias de espesor garantizadas equivalentes a 3/4, 1/2 y 1/3 de los valores de la norma EN 10051:2010, tanto en el caso de producto laminado en caliente como decapado. En caso de desear tolerancias más estrictas, consulte con nuestros equipos comerciales.
En caso de no solicitarse una tolerancia más estricta, las calidades Amstrong® se suministran con una tolerancia de espesor de 1/2 del valor que figura en la norma EN.
Tolerancia de planicidad
Dado que el nivel de planicidad obtenido en la hoja cortada depende fundamentalmente de los procesos de desbobinado y aplanado utilizados en las operaciones de corte, no podemos emitir una garantía para los productos suministrados en bobinas.
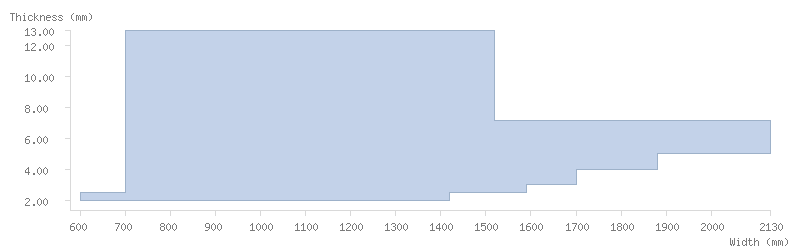
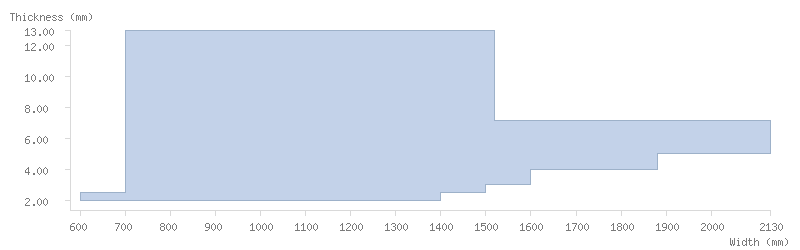
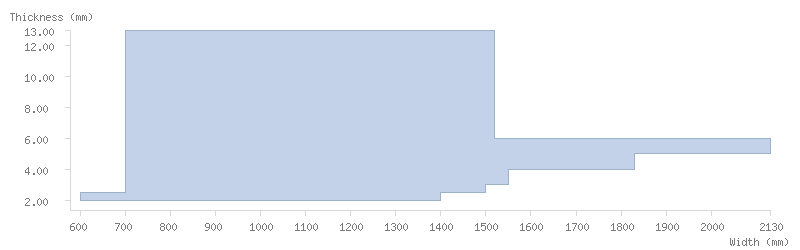
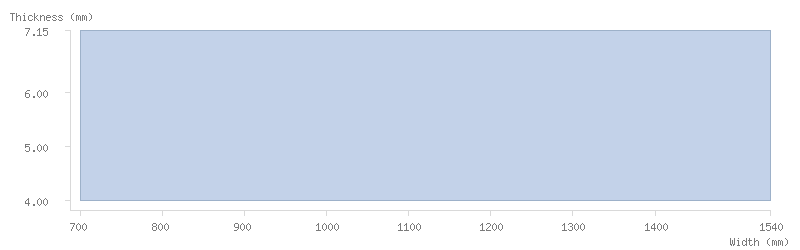
Tablas de dimensiones
En las siguientes tablas se indican las dimensiones disponibles de las bobinas de ArcelorMittal:
No decapado
Decapado
Características mecánicas
Aceros de alto límite elástico para aplicaciones de conformación en frío
Full table
| |
Sentido |
Espesor (mm) |
Re (MPa) |
Rm (MPa) |
A80 (%) |
A 5,65√So (%) |
Ratio de plegado (esp.) |
KV -20°C (J) |
| Amstrong® 320MC CLAS AM FCE |
L |
2 - 3 |
320 - 420 |
420 - 500 |
≥ 22 |
≥ 27 |
- |
- |
| 3 - 6 |
- |
| 6 - 14 |
≥ 40 |
| T |
2 - 3 |
345 - 450 |
435 - 540 |
≥ 21 |
≥ 26 |
≥ 0 |
- |
| 3 - 14 |
- |
| Amstrong® 360MC CLAS AM FCE |
L |
2 - 3 |
360 - 440 |
450 - 530 |
≥ 21 |
- |
- |
- |
| 3 - 6 |
- |
≥ 26 |
| 6 - 16 |
≥ 40 |
| T |
2 - 3 |
380 - 460 |
460 - 540 |
≥ 20 |
- |
≥ 0 |
- |
| 3 - 16 |
- |
≥ 25 |
| Amstrong® 420MC CLAS AM FCE |
L |
2 - 3 |
420 - 500 |
490 - 590 |
≥ 18 |
- |
- |
- |
| 3 - 6 |
- |
≥ 23 |
| 6 - 14 |
≥ 40 |
| T |
2 - 3 |
440 - 520 |
500 - 600 |
≥ 17 |
- |
≥ 0.5 |
- |
| 3 - 14 |
- |
≥ 22 |
| Amstrong® 500MC CLAS AM FCE |
L |
< 2 |
500 - 600 |
570 - 700 |
≥ 15 |
- |
- |
- |
| 2 - 3 |
≥ 16 |
| 3 - 6 |
- |
≥ 19 |
| 6 - 10 |
≥ 40 |
| T |
< 2 |
530 - 630 |
570 - 700 |
≥ 14 |
- |
≥ 0.6 |
- |
| 2 - 3 |
≥ 15 |
| 3 - 6 |
- |
≥ 18 |
| 6 - 10 |
≥ 1 |
El ratio plegado es el definido en la norma EN 10149-2:2013: “Plegado con un diámetro mínimo de mandril de 180º”.
Amstrong® 320MC CLAS AM FCE
| |
Sentido |
Espesor (mm) |
Amstrong® 320MC CLAS AM FCE |
| Re (MPa) |
L |
2 - 14 |
320 - 420 |
| T |
2 - 14 |
345 - 450 |
| Rm (MPa) |
L |
2 - 14 |
420 - 500 |
| T |
2 - 14 |
435 - 540 |
| A80 (%) |
L |
2 - 3 |
≥ 22 |
| T |
2 - 3 |
≥ 21 |
| A 5,65√So (%) |
L |
2 - 14 |
≥ 27 |
| T |
2 - 14 |
≥ 26 |
| Ratio de plegado (esp.) |
T |
2 - 14 |
≥ 0 |
| KV -20°C (J) |
L |
6 - 14 |
≥ 40 |
Amstrong® 360MC CLAS AM FCE
| |
Sentido |
Espesor (mm) |
Amstrong® 360MC CLAS AM FCE |
| Re (MPa) |
L |
2 - 16 |
360 - 440 |
| T |
2 - 16 |
380 - 460 |
| Rm (MPa) |
L |
2 - 16 |
450 - 530 |
| T |
2 - 16 |
460 - 540 |
| A80 (%) |
L |
2 - 3 |
≥ 21 |
| T |
2 - 3 |
≥ 20 |
| A 5,65√So (%) |
L |
3 - 16 |
≥ 26 |
| T |
3 - 16 |
≥ 25 |
| Ratio de plegado (esp.) |
T |
2 - 16 |
≥ 0 |
| KV -20°C (J) |
L |
6 - 16 |
≥ 40 |
Amstrong® 420MC CLAS AM FCE
| |
Sentido |
Espesor (mm) |
Amstrong® 420MC CLAS AM FCE |
| Re (MPa) |
L |
2 - 14 |
420 - 500 |
| T |
2 - 14 |
440 - 520 |
| Rm (MPa) |
L |
2 - 14 |
490 - 590 |
| T |
2 - 14 |
500 - 600 |
| A80 (%) |
L |
2 - 3 |
≥ 18 |
| T |
2 - 3 |
≥ 17 |
| A 5,65√So (%) |
L |
3 - 14 |
≥ 23 |
| T |
3 - 14 |
≥ 22 |
| Ratio de plegado (esp.) |
T |
2 - 14 |
≥ 0.5 |
| KV -20°C (J) |
L |
6 - 14 |
≥ 40 |
Amstrong® 500MC CLAS AM FCE
| |
Sentido |
Espesor (mm) |
Amstrong® 500MC CLAS AM FCE |
| Re (MPa) |
L |
< 10 |
500 - 600 |
| T |
< 10 |
530 - 630 |
| Rm (MPa) |
L |
< 10 |
570 - 700 |
| T |
< 10 |
570 - 700 |
| A80 (%) |
L |
< 2 |
≥ 15 |
| 2 - 3 |
≥ 16 |
| T |
< 2 |
≥ 14 |
| 2 - 3 |
≥ 15 |
| A 5,65√So (%) |
L |
3 - 10 |
≥ 19 |
| T |
3 - 10 |
≥ 18 |
| Ratio de plegado (esp.) |
T |
< 6 |
≥ 0.6 |
| 6 - 10 |
≥ 1 |
| KV -20°C (J) |
L |
6 - 10 |
≥ 40 |
Grado ante
Próx grado
El ratio plegado es el definido en la norma EN 10149-2:2013: “Plegado con un diámetro mínimo de mandril de 180º”.
Aceros estructurales
Full table
| |
Sentido |
Espesor (mm) |
Re (MPa) |
Rm (MPa) |
A80 (%) |
A 5,65√So (%) |
Ratio de plegado (esp.) |
KV 0°C (J) |
| S200 CLAS AM FCE |
T |
2 - 3 |
200 - 310 |
320 - 410 |
≥ 27 |
- |
- |
- |
| 3 - 16 |
200 - 300 |
320 - 400 |
- |
≥ 32 |
| S240 CLAS AM FCE |
L |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| T |
2 - 3 |
240 - 320 |
360 - 440 |
≥ 22 |
- |
- |
- |
| 3 - 16 |
- |
- |
- |
≥ 28 |
| S275 CLAS AM FCE |
L |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| T |
2 - 2.5 |
≥ 275 |
430 - 580 |
< 16 |
- |
- |
- |
| 2.5 - 3 |
< 17 |
| 3 - 16 |
410 - 560 |
- |
< 21 |
| S355 CLAS AM FCE |
L |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| T |
2 - 2.5 |
≥ 355 |
510 - 610 |
≥ 15 |
- |
≥ 1 |
- |
| 2.5 - 3 |
≥ 16 |
| 3 - 16 |
490 - 590 |
- |
≥ 20 |
Ratio de plegado: los valores del radio de plegado corresponden a ángulos de plegado ≤ 90º, tal y como se propone en la norma EN 10025-2:2004.
S200 CLAS AM FCE
| |
Sentido |
Espesor (mm) |
S200 CLAS AM FCE |
| Re (MPa) |
T |
2 - 3 |
200 - 310 |
| 3 - 16 |
200 - 300 |
| Rm (MPa) |
T |
2 - 3 |
320 - 410 |
| 3 - 16 |
320 - 400 |
| A80 (%) |
T |
2 - 3 |
≥ 27 |
| A 5,65√So (%) |
T |
3 - 16 |
≥ 32 |
S240 CLAS AM FCE
| |
Sentido |
Espesor (mm) |
S240 CLAS AM FCE |
| Re (MPa) |
T |
2 - 3 |
240 - 320 |
| Rm (MPa) |
T |
2 - 3 |
360 - 440 |
| A80 (%) |
T |
2 - 3 |
≥ 22 |
| A 5,65√So (%) |
T |
3 - 16 |
≥ 28 |
| KV 0°C (J) |
L |
6 - 16 |
≥ 27 |
S275 CLAS AM FCE
| |
Sentido |
Espesor (mm) |
S275 CLAS AM FCE |
| Re (MPa) |
T |
2 - 16 |
≥ 275 |
| Rm (MPa) |
T |
2 - 3 |
430 - 580 |
| 3 - 16 |
410 - 560 |
| A80 (%) |
T |
2 - 2.5 |
< 16 |
| 2.5 - 3 |
< 17 |
| A 5,65√So (%) |
T |
3 - 16 |
< 21 |
| KV 0°C (J) |
L |
6 - 16 |
≥ 27 |
S355 CLAS AM FCE
| |
Sentido |
Espesor (mm) |
S355 CLAS AM FCE |
| Re (MPa) |
T |
2 - 16 |
≥ 355 |
| Rm (MPa) |
T |
2 - 3 |
510 - 610 |
| 3 - 16 |
490 - 590 |
| A80 (%) |
T |
2 - 2.5 |
≥ 15 |
| 2.5 - 3 |
≥ 16 |
| A 5,65√So (%) |
T |
3 - 16 |
≥ 20 |
| Ratio de plegado (esp.) |
T |
2 - 16 |
≥ 1 |
| KV 0°C (J) |
L |
6 - 16 |
≥ 27 |
Grado ante
Próx grado
Ratio de plegado: los valores del radio de plegado corresponden a ángulos de plegado ≤ 90º, tal y como se propone en la norma EN 10025-2:2004.
Análisis químicos
Aceros de alto límite elástico para aplicaciones de conformación en frío
Full table
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Cu (%) |
Cr (%) |
Ni (%) |
Nb (%) |
Ceq (%) |
Galvanizado |
| Amstrong® 320MC CLAS AM FCE |
≤ 0.100 |
≤ 1.30 |
≤ 0.025 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.040 |
≤ 0.36 |
Class 1 |
| Amstrong® 360MC CLAS AM FCE |
≤ 0.100 |
≤ 1.40 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.065 |
≤ 0.36 |
Class 1 |
| Amstrong® 420MC CLAS AM FCE |
≤ 0.110 |
≤ 1.50 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.065 |
≤ 0.38 |
Class 1 |
| Amstrong® 500MC CLAS AM FCE |
≤ 0.120 |
≤ 1.70 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.090 |
≤ 0.42 |
Class 1 |
Amstrong® 320MC CLAS AM FCE
| |
Amstrong® 320MC CLAS AM FCE |
| C (%) |
≤ 0.100 |
| Mn (%) |
≤ 1.30 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.040 |
| Ceq (%) |
≤ 0.36 |
| Galvanizado |
Class 1 |
Amstrong® 360MC CLAS AM FCE
| |
Amstrong® 360MC CLAS AM FCE |
| C (%) |
≤ 0.100 |
| Mn (%) |
≤ 1.40 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.065 |
| Ceq (%) |
≤ 0.36 |
| Galvanizado |
Class 1 |
Amstrong® 420MC CLAS AM FCE
| |
Amstrong® 420MC CLAS AM FCE |
| C (%) |
≤ 0.110 |
| Mn (%) |
≤ 1.50 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.065 |
| Ceq (%) |
≤ 0.38 |
| Galvanizado |
Class 1 |
Amstrong® 500MC CLAS AM FCE
| |
Amstrong® 500MC CLAS AM FCE |
| C (%) |
≤ 0.120 |
| Mn (%) |
≤ 1.70 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.090 |
| Ceq (%) |
≤ 0.42 |
| Galvanizado |
Class 1 |
Grado ante
Próx grado
Aceros estructurales
Full table
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Cu (%) |
Cr (%) |
Ni (%) |
Nb (%) |
Ceq (%) |
Galvanizado |
| S200 CLAS AM FCE |
≤ 0.080 |
≤ 0.45 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
- |
- |
- |
- |
≤ 0.16 |
Class 1 |
| S240 CLAS AM FCE |
≤ 0.170 |
≤ 0.80 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
- |
- |
- |
≤ 0.35 |
Class 1 |
| S275 CLAS AM FCE |
≤ 0.180 |
≤ 1.30 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
- |
≤ 0.40 |
Class 1 |
| S355 CLAS AM FCE |
≤ 0.200 |
≤ 1.60 |
≤ 0.025 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.060 |
≤ 0.45 |
Class 1 |
S200 CLAS AM FCE
| |
S200 CLAS AM FCE |
| C (%) |
≤ 0.080 |
| Mn (%) |
≤ 0.45 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
- |
| Cr (%) |
- |
| Ni (%) |
- |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.16 |
| Galvanizado |
Class 1 |
S240 CLAS AM FCE
| |
S240 CLAS AM FCE |
| C (%) |
≤ 0.170 |
| Mn (%) |
≤ 0.80 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
- |
| Ni (%) |
- |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.35 |
| Galvanizado |
Class 1 |
S275 CLAS AM FCE
| |
S275 CLAS AM FCE |
| C (%) |
≤ 0.180 |
| Mn (%) |
≤ 1.30 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.40 |
| Galvanizado |
Class 1 |
S355 CLAS AM FCE
| |
S355 CLAS AM FCE |
| C (%) |
≤ 0.200 |
| Mn (%) |
≤ 1.60 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.060 |
| Ceq (%) |
≤ 0.45 |
| Galvanizado |
Class 1 |
Grado ante
Próx grado
Todos los datos que aparecen en el catálogo de ArcelorMittal Flat Carbon Europe S.A. figuran a título indicativo. ArcelorMittal Flat Carbon Europe S.A. se reserva el derecho a modificar en todo momento sin previo aviso su gama de productos.
For more information on our products, visit the document centre.