A40 - Stahlcoils für Laserschneidanwendungen
Diese Stähle eignen sich besonders gut für die Herstellung komplexer Teile oder zur Verbesserung der Rentabilität bei geringen Stückzahlen.
 Herunterladen
Herunterladen
Lieferbare Güten:
Hochfeste Stähle zum Kaltumformen
Baustähle
Eigenschaften
Bei den Stahlcoils für Laserschneidanwendungen (CLAS) handelt es sich um warmgewalzte Coils, die in bestimmten Güten speziell zur Erfüllung der Produktionsanforderungen in computergesteuerten, thermischen und mechanischen Schneidanlagen (Laser-, Plasmaschneiden usw.) angeboten werden.
Zwei Stahlgruppen stehen zur Verfügung: Baustahlsorten und hochfeste Stahlsorten zum Kaltumformen.
- Das Baustahlsortiment beginnt mit S200 CLAS AM FCE, der eine mit DD12 AM FCE (EN 10111:2008) vergleichbare Tiefziehfähigkeit mit einem engen Toleranzbereich für die mechanischen Eigenschaften kombiniert. Bei allen anderen Stählen des Sortiments handelt es sich um verbesserte Baustähle gemäß der Norm EN 10025-2:2004.
- Die Palette der hochfesten Stähle zum Kaltumformen bietet verbesserte Versionen der Güten Amstrong® 315MC, Amstrong® 355MC, Amstrong® 420MC und Amstrong® 500MC (gemäß EN 10149-2:2013).
Diese Güten wurden speziell entwickelt um:
- Hohe Produktivität, Qualität und Einheitlichkeit beim Laserschneiden zu ermöglichen
- Die strengsten Anforderungen an die Ebenheit nach dem Laserschneiden zu erfüllen
Vorteile
Die gelieferten Stahlcoils für Laserschneidanwendungen sind nahezu frei von inneren Spannungen. Diese Stähle eignen sich deshalb zur Herstellung von Blechen, die ihre Ebenheit vor, während und nach dem Laserschneiden behalten, sofern geeignete Abwickelanlagen und Verfahren verwendet werden. Bleche, die in Anlagen hergestellt werden, die von ArcelorMittal zertifiziert sind, können über eine garantierte Ebenheit vor, während und nach dem Laserschneiden verfügen (s. Datenblatt A42).
Bei Dicken unter 16 mm erlauben die Stähle zum Laserschneiden im Vergleich zu Standardsorten und/oder anderen Verfahren (Plasma-, autogenes Brennschneiden) wesentlich höhere Schneidgeschwindigkeiten.
Diese Stähle eignen sich auch zum Feuerverzinken.
Anwendungen
Diese Stahlsorten eignen sich besonders gut für die Herstellung komplexer Teile oder zur Verbesserung der Produktivität bei geringen Stückzahlen.
Seit dem 1. Juli 2013 verlangt die Bauprodukte-Verordnung (Verordnung (EU) Nr. 305/2011 – BauPVo), dass die CE-Kennzeichnung verpflichtend an allen Produkten anzubringen ist, die in Übereinstimmung mit einer harmonisierten Norm (z.B. EN 10025) geliefert werden. Die CE-Kennzeichnung garantiert - für die in der Norm definierten Anwendungen - die in der Leistungserklärung des Herstellers beschriebenen Eigenschaften.
Die in diesem Datenblatt genannten Stähle S235 CLAS AM FCE, S275 CLAS AM FCE und S355 CLAS AM FCE entsprechen dieser Verordnung.
Oberflächengüte
Die Schnittgeschwindigkeit beim Laserschneiden hängt zum großen Teil von der Homogenität und Reflektivität der Oberfläche ab. Um die Produktivität unserer Kunden zu verbessern, haben wir bei ArcelorMittal verschiedene Typen von Oberflächenausführungen entwickelt, die mit dem Laserschneidverfahren kompatibel sind:
- Ungebeizt:
- Oberflächenausführung: nur Typ A (nicht sichtbar) ist möglich.
- Oberflächenreinheit: auf Anfrage können Amstrong®-Güten mit einer verbesserten Oberflächengüte auf dem schwarzen, warmgewalzten Produkt geliefert werden. Für weitere Informationen wenden Sie sich bitte an unsere Vertriebsteams.
- Gebeizt:
Die salzsäuregebeizten ArcelorMittal-Produkte weisen eine sehr saubere Oberfläche auf, die sich besser zum Laserschneiden eignet als schwefelsäuregebeizter Stahl.
- Oberflächenausführung: Typ A (nicht sichtbar) und Typ B (sichtbar) sind möglich.
- Oberflächenschutz:
- Es kann Korrosionsschutzöl aufgebracht werden.
- Applikation von Easyfilm® HPE ist möglich. Er bietet einen homogeneren Schutz trockener Oberflächen als Öl und reduziert die Oberflächenreflexion des Stahls vorteilhaft. Dies bedeutet auch, dass die Sauberkeit und Sicherheit im Betrieb erhöht wird, da kein Öl verwendet wird.
Weitere Informationen entnehmen Sie bitte dem technischen Datenblatt A80.
Schweißbarkeit
Durch ihren geringen Kohlenstoffgehalt (siehe Tabellen der chemischen Analysen) bieten ArcelorMittals Stahlcoils für Laserschneidanwendungen eine ausgezeichnete Schweißbarkeit.
Vergleichbare Marken und Normen
Hochfeste Stähle zum Kaltumformen
Full table
| |
EN 10025-2:2004 |
EN 10149-2:2013 |
EN 10111:2008 |
Alte Markennamen |
| Amstrong® 320MC CLAS AM FCE |
|
S315MC |
|
|
| Amstrong® 360MC CLAS AM FCE |
|
S355MC |
|
Sollaser® 380/Sidlaser® 380/Superlaser 355MC |
| Amstrong® 420MC CLAS AM FCE |
|
S420MC |
|
Sollaser® 440/Sidlaser® 420 |
| Amstrong® 500MC CLAS AM FCE |
|
S500MC |
|
|
Amstrong® 320MC CLAS AM FCE
| |
Amstrong® 320MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S315MC |
| EN 10111:2008 |
|
| Alte Markennamen |
|
Amstrong® 360MC CLAS AM FCE
| |
Amstrong® 360MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S355MC |
| EN 10111:2008 |
|
| Alte Markennamen |
Sollaser® 380/Sidlaser® 380/Superlaser 355MC |
Amstrong® 420MC CLAS AM FCE
| |
Amstrong® 420MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S420MC |
| EN 10111:2008 |
|
| Alte Markennamen |
Sollaser® 440/Sidlaser® 420 |
Amstrong® 500MC CLAS AM FCE
| |
Amstrong® 500MC CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
S500MC |
| EN 10111:2008 |
|
| Alte Markennamen |
|
Vorige Güte
Nächste Güte
Baustähle
Full table
| |
EN 10025-2:2004 |
EN 10149-2:2013 |
EN 10111:2008 |
Alte Markennamen |
| S200 CLAS AM FCE |
|
|
DD12 |
Sollaser® 220/Sidlaser® 220/Superlaser DD12 |
| S240 CLAS AM FCE |
S235J0 |
|
|
Sollaser® 260/Sidlaser® 240/Superlaser 235 |
| S275 CLAS AM FCE |
S275J0 |
|
|
|
| S355 CLAS AM FCE |
S355J0 |
|
|
|
S200 CLAS AM FCE
| |
S200 CLAS AM FCE |
| EN 10025-2:2004 |
|
| EN 10149-2:2013 |
|
| EN 10111:2008 |
DD12 |
| Alte Markennamen |
Sollaser® 220/Sidlaser® 220/Superlaser DD12 |
S240 CLAS AM FCE
| |
S240 CLAS AM FCE |
| EN 10025-2:2004 |
S235J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Alte Markennamen |
Sollaser® 260/Sidlaser® 240/Superlaser 235 |
S275 CLAS AM FCE
| |
S275 CLAS AM FCE |
| EN 10025-2:2004 |
S275J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Alte Markennamen |
|
S355 CLAS AM FCE
| |
S355 CLAS AM FCE |
| EN 10025-2:2004 |
S355J0 |
| EN 10149-2:2013 |
|
| EN 10111:2008 |
|
| Alte Markennamen |
|
Vorige Güte
Nächste Güte
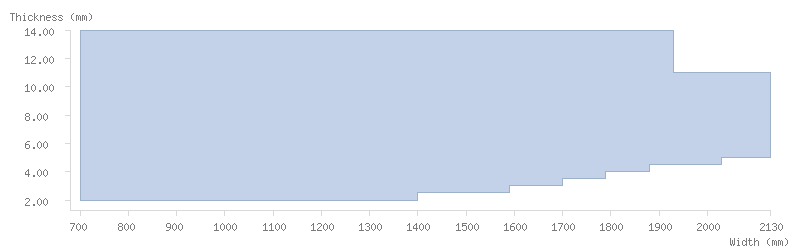
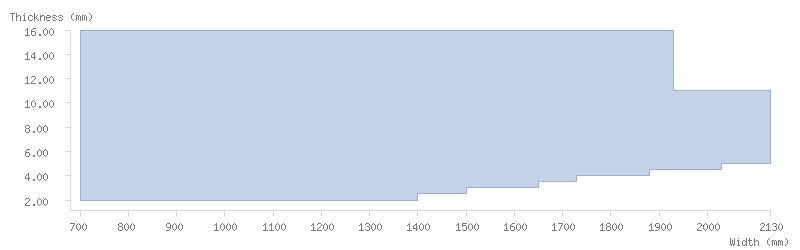
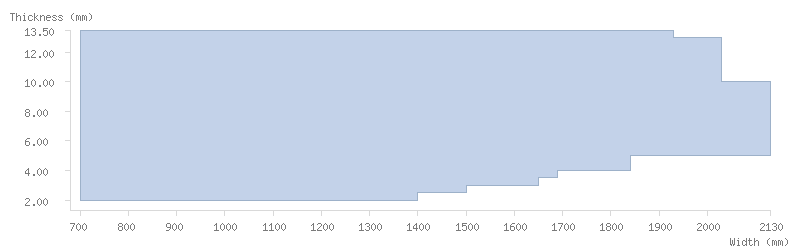
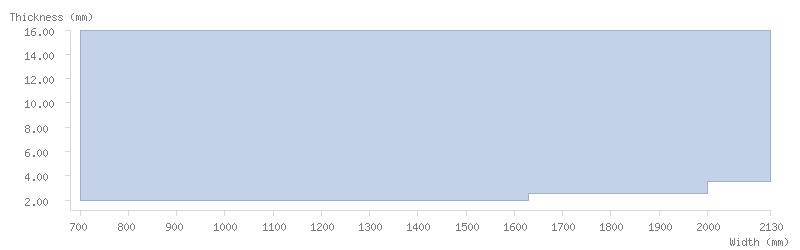
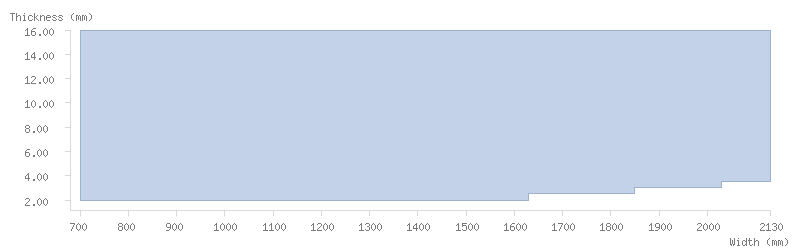
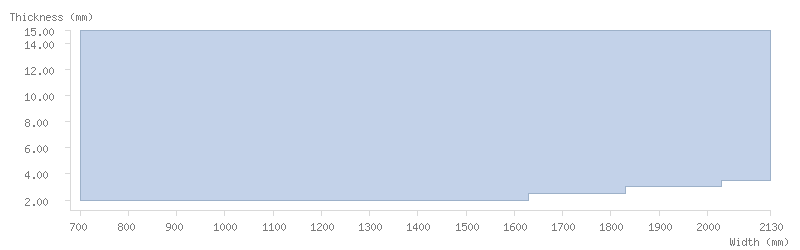
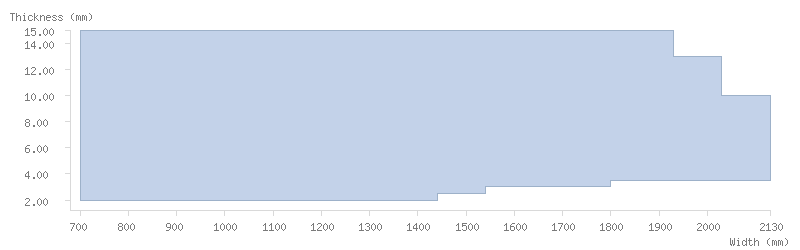
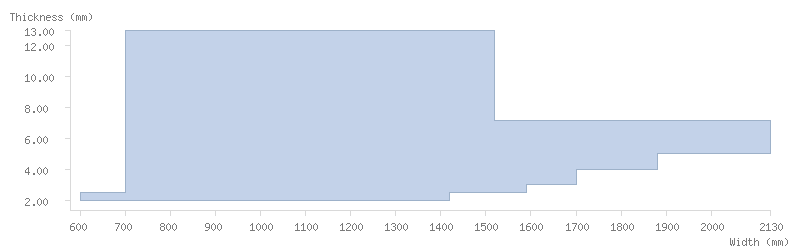
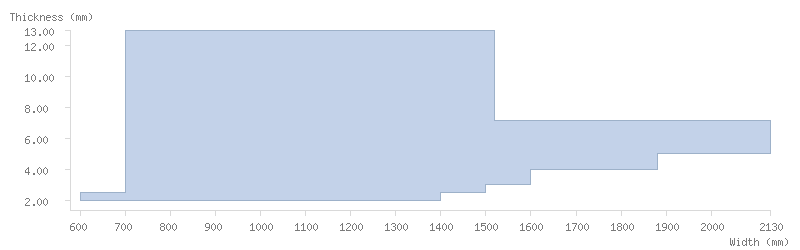
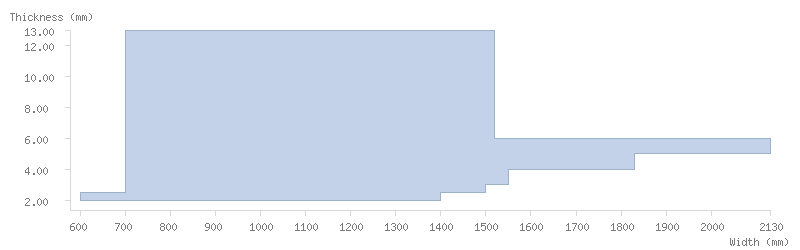
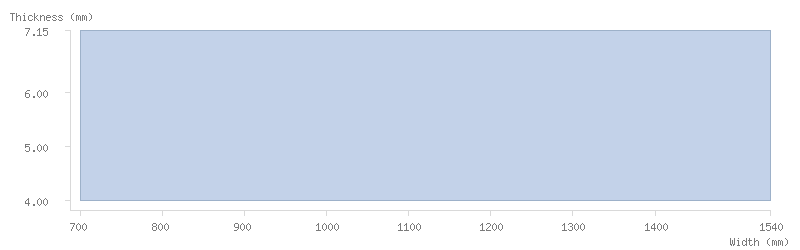
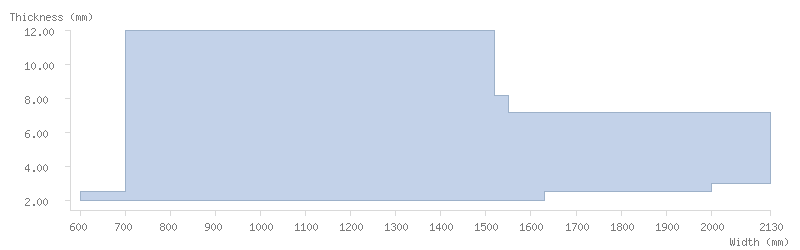
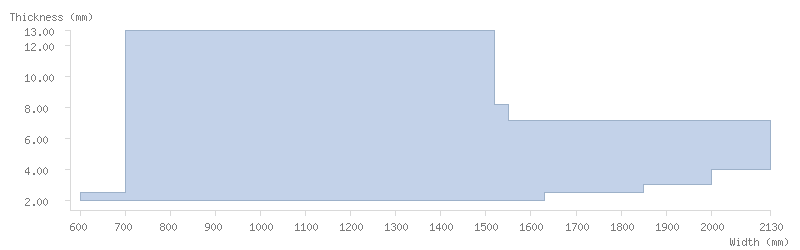
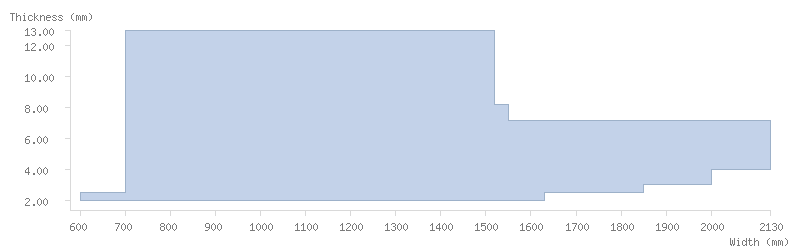
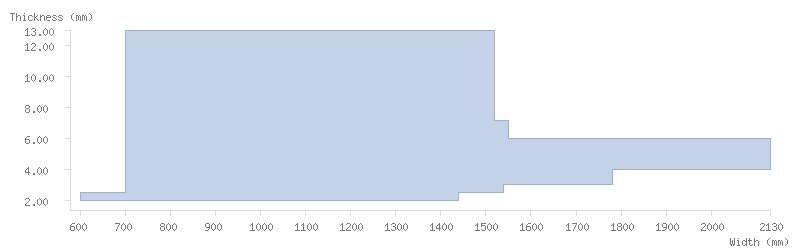
Abmessungen
Dickentoleranz
Die Gleichmäßigkeit der Dicke und die fast vollständige Freiheit von inneren Spannungen bei diesen Coils ermöglichen den gleichmäßigen Betrieb der Laserschneidemaschinen durch ein geringeres Ausfallrisiko und eine verminderte Häufigkeit von Schäden am Laserschneidkopf. Das ermöglicht die Verwendung von vollautomatischen Be- und Entladesystemen.
Folgende Dickentoleranzen (EN 10051:2010) sind möglich: 3/4, 1/2 und 1/3 bei gebeizten und ungebeizten Stählen. Für engere Toleranzen wenden Sie sich bitte an unsere Vertriebsteams.
Amstrong®-Güten werden mit einer Dickentoleranz von 1/2 EN geliefert, wenn keine engere Toleranz erforderlich ist.
Ebenheitstoleranz
Da die beim Blech erreichte Ebenheit überwiegend vom Abwickel- und Streck-Biege-Richt-Prozess beim Laserschneiden abhängt, können wir für die in Form von Coils gelieferten Produkten keine Garantie abgeben.
Abmessungstabellen
Die nachfolgenden Tabellen führen die verfügbaren Abmessungen für Coils von ArcelorMittal auf:
Ungebeizt
Gebeizt
Mechanische Eigenschaften
Hochfeste Stähle zum Kaltumformen
Full table
| |
Richtung |
Dicke (mm) |
Re (MPa) |
Rm (MPa) |
A80 (%) |
A 5.65√So (%) |
Biegeradius (D) |
KV -20° C (J) |
| Amstrong® 320MC CLAS AM FCE |
In Walzr. |
2 - 3 |
320 - 420 |
420 - 500 |
≥ 22 |
≥ 27 |
- |
- |
| 3 - 6 |
- |
| 6 - 14 |
≥ 40 |
| Quer zur Walzr. |
2 - 3 |
345 - 450 |
435 - 540 |
≥ 21 |
≥ 26 |
≥ 0 |
- |
| 3 - 14 |
- |
| Amstrong® 360MC CLAS AM FCE |
In Walzr. |
2 - 3 |
360 - 440 |
450 - 530 |
≥ 21 |
- |
- |
- |
| 3 - 6 |
- |
≥ 26 |
| 6 - 16 |
≥ 40 |
| Quer zur Walzr. |
2 - 3 |
380 - 460 |
460 - 540 |
≥ 20 |
- |
≥ 0 |
- |
| 3 - 16 |
- |
≥ 25 |
| Amstrong® 420MC CLAS AM FCE |
In Walzr. |
2 - 3 |
420 - 500 |
490 - 590 |
≥ 18 |
- |
- |
- |
| 3 - 6 |
- |
≥ 23 |
| 6 - 14 |
≥ 40 |
| Quer zur Walzr. |
2 - 3 |
440 - 520 |
500 - 600 |
≥ 17 |
- |
≥ 0.5 |
- |
| 3 - 14 |
- |
≥ 22 |
| Amstrong® 500MC CLAS AM FCE |
In Walzr. |
< 2 |
500 - 600 |
570 - 700 |
≥ 15 |
- |
- |
- |
| 2 - 3 |
≥ 16 |
| 3 - 6 |
- |
≥ 19 |
| 6 - 10 |
≥ 40 |
| Quer zur Walzr. |
< 2 |
530 - 630 |
570 - 700 |
≥ 14 |
- |
≥ 0.6 |
- |
| 2 - 3 |
≥ 15 |
| 3 - 6 |
- |
≥ 18 |
| 6 - 10 |
≥ 1 |
Biegeverhältnis wie in EN 10149-2:2013: „Mindestwerte für Dorndurchmesser für Biegewinkel 180°” definiert.
Amstrong® 320MC CLAS AM FCE
| |
Richtung |
Dicke (mm) |
Amstrong® 320MC CLAS AM FCE |
| Re (MPa) |
In Walzr. |
2 - 14 |
320 - 420 |
| Quer zur Walzr. |
2 - 14 |
345 - 450 |
| Rm (MPa) |
In Walzr. |
2 - 14 |
420 - 500 |
| Quer zur Walzr. |
2 - 14 |
435 - 540 |
| A80 (%) |
In Walzr. |
2 - 3 |
≥ 22 |
| Quer zur Walzr. |
2 - 3 |
≥ 21 |
| A 5.65√So (%) |
In Walzr. |
2 - 14 |
≥ 27 |
| Quer zur Walzr. |
2 - 14 |
≥ 26 |
| Biegeradius (D) |
Quer zur Walzr. |
2 - 14 |
≥ 0 |
| KV -20° C (J) |
In Walzr. |
6 - 14 |
≥ 40 |
Amstrong® 360MC CLAS AM FCE
| |
Richtung |
Dicke (mm) |
Amstrong® 360MC CLAS AM FCE |
| Re (MPa) |
In Walzr. |
2 - 16 |
360 - 440 |
| Quer zur Walzr. |
2 - 16 |
380 - 460 |
| Rm (MPa) |
In Walzr. |
2 - 16 |
450 - 530 |
| Quer zur Walzr. |
2 - 16 |
460 - 540 |
| A80 (%) |
In Walzr. |
2 - 3 |
≥ 21 |
| Quer zur Walzr. |
2 - 3 |
≥ 20 |
| A 5.65√So (%) |
In Walzr. |
3 - 16 |
≥ 26 |
| Quer zur Walzr. |
3 - 16 |
≥ 25 |
| Biegeradius (D) |
Quer zur Walzr. |
2 - 16 |
≥ 0 |
| KV -20° C (J) |
In Walzr. |
6 - 16 |
≥ 40 |
Amstrong® 420MC CLAS AM FCE
| |
Richtung |
Dicke (mm) |
Amstrong® 420MC CLAS AM FCE |
| Re (MPa) |
In Walzr. |
2 - 14 |
420 - 500 |
| Quer zur Walzr. |
2 - 14 |
440 - 520 |
| Rm (MPa) |
In Walzr. |
2 - 14 |
490 - 590 |
| Quer zur Walzr. |
2 - 14 |
500 - 600 |
| A80 (%) |
In Walzr. |
2 - 3 |
≥ 18 |
| Quer zur Walzr. |
2 - 3 |
≥ 17 |
| A 5.65√So (%) |
In Walzr. |
3 - 14 |
≥ 23 |
| Quer zur Walzr. |
3 - 14 |
≥ 22 |
| Biegeradius (D) |
Quer zur Walzr. |
2 - 14 |
≥ 0.5 |
| KV -20° C (J) |
In Walzr. |
6 - 14 |
≥ 40 |
Amstrong® 500MC CLAS AM FCE
| |
Richtung |
Dicke (mm) |
Amstrong® 500MC CLAS AM FCE |
| Re (MPa) |
In Walzr. |
< 10 |
500 - 600 |
| Quer zur Walzr. |
< 10 |
530 - 630 |
| Rm (MPa) |
In Walzr. |
< 10 |
570 - 700 |
| Quer zur Walzr. |
< 10 |
570 - 700 |
| A80 (%) |
In Walzr. |
< 2 |
≥ 15 |
| 2 - 3 |
≥ 16 |
| Quer zur Walzr. |
< 2 |
≥ 14 |
| 2 - 3 |
≥ 15 |
| A 5.65√So (%) |
In Walzr. |
3 - 10 |
≥ 19 |
| Quer zur Walzr. |
3 - 10 |
≥ 18 |
| Biegeradius (D) |
Quer zur Walzr. |
< 6 |
≥ 0.6 |
| 6 - 10 |
≥ 1 |
| KV -20° C (J) |
In Walzr. |
6 - 10 |
≥ 40 |
Vorige Güte
Nächste Güte
Biegeverhältnis wie in EN 10149-2:2013: „Mindestwerte für Dorndurchmesser für Biegewinkel 180°” definiert.
Baustähle
Full table
| |
Richtung |
Dicke (mm) |
Re (MPa) |
Rm (MPa) |
A80 (%) |
A 5.65√So (%) |
Biegeradius (D) |
KV 0° C (J) |
| S200 CLAS AM FCE |
Quer zur Walzr. |
2 - 3 |
200 - 310 |
320 - 410 |
≥ 27 |
- |
- |
- |
| 3 - 16 |
200 - 300 |
320 - 400 |
- |
≥ 32 |
| S240 CLAS AM FCE |
In Walzr. |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| Quer zur Walzr. |
2 - 3 |
240 - 320 |
360 - 440 |
≥ 22 |
- |
- |
- |
| 3 - 16 |
- |
- |
- |
≥ 28 |
| S275 CLAS AM FCE |
In Walzr. |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| Quer zur Walzr. |
2 - 2.5 |
≥ 275 |
430 - 580 |
< 16 |
- |
- |
- |
| 2.5 - 3 |
< 17 |
| 3 - 16 |
410 - 560 |
- |
< 21 |
| S355 CLAS AM FCE |
In Walzr. |
6 - 16 |
- |
- |
- |
- |
- |
≥ 27 |
| Quer zur Walzr. |
2 - 2.5 |
≥ 355 |
510 - 610 |
≥ 15 |
- |
≥ 1 |
- |
| 2.5 - 3 |
≥ 16 |
| 3 - 16 |
490 - 590 |
- |
≥ 20 |
Biegeverhältnis: Die Werte des Biegeradius sind, wie in EN 10025-2:2004 vorgeschlagen, für Biegewinkel von ≤ 90º anzuwenden.
S200 CLAS AM FCE
| |
Richtung |
Dicke (mm) |
S200 CLAS AM FCE |
| Re (MPa) |
Quer zur Walzr. |
2 - 3 |
200 - 310 |
| 3 - 16 |
200 - 300 |
| Rm (MPa) |
Quer zur Walzr. |
2 - 3 |
320 - 410 |
| 3 - 16 |
320 - 400 |
| A80 (%) |
Quer zur Walzr. |
2 - 3 |
≥ 27 |
| A 5.65√So (%) |
Quer zur Walzr. |
3 - 16 |
≥ 32 |
S240 CLAS AM FCE
| |
Richtung |
Dicke (mm) |
S240 CLAS AM FCE |
| Re (MPa) |
Quer zur Walzr. |
2 - 3 |
240 - 320 |
| Rm (MPa) |
Quer zur Walzr. |
2 - 3 |
360 - 440 |
| A80 (%) |
Quer zur Walzr. |
2 - 3 |
≥ 22 |
| A 5.65√So (%) |
Quer zur Walzr. |
3 - 16 |
≥ 28 |
| KV 0° C (J) |
In Walzr. |
6 - 16 |
≥ 27 |
S275 CLAS AM FCE
| |
Richtung |
Dicke (mm) |
S275 CLAS AM FCE |
| Re (MPa) |
Quer zur Walzr. |
2 - 16 |
≥ 275 |
| Rm (MPa) |
Quer zur Walzr. |
2 - 3 |
430 - 580 |
| 3 - 16 |
410 - 560 |
| A80 (%) |
Quer zur Walzr. |
2 - 2.5 |
< 16 |
| 2.5 - 3 |
< 17 |
| A 5.65√So (%) |
Quer zur Walzr. |
3 - 16 |
< 21 |
| KV 0° C (J) |
In Walzr. |
6 - 16 |
≥ 27 |
S355 CLAS AM FCE
| |
Richtung |
Dicke (mm) |
S355 CLAS AM FCE |
| Re (MPa) |
Quer zur Walzr. |
2 - 16 |
≥ 355 |
| Rm (MPa) |
Quer zur Walzr. |
2 - 3 |
510 - 610 |
| 3 - 16 |
490 - 590 |
| A80 (%) |
Quer zur Walzr. |
2 - 2.5 |
≥ 15 |
| 2.5 - 3 |
≥ 16 |
| A 5.65√So (%) |
Quer zur Walzr. |
3 - 16 |
≥ 20 |
| Biegeradius (D) |
Quer zur Walzr. |
2 - 16 |
≥ 1 |
| KV 0° C (J) |
In Walzr. |
6 - 16 |
≥ 27 |
Vorige Güte
Nächste Güte
Biegeverhältnis: Die Werte des Biegeradius sind, wie in EN 10025-2:2004 vorgeschlagen, für Biegewinkel von ≤ 90º anzuwenden.
Chemische Zusammensetzung
Hochfeste Stähle zum Kaltumformen
Full table
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Cu (%) |
Cr (%) |
Ni (%) |
Nb (%) |
Ceq (%) |
Verzinkt |
| Amstrong® 320MC CLAS AM FCE |
≤ 0.100 |
≤ 1.30 |
≤ 0.025 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.040 |
≤ 0.36 |
Class 1 |
| Amstrong® 360MC CLAS AM FCE |
≤ 0.100 |
≤ 1.40 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.065 |
≤ 0.36 |
Class 1 |
| Amstrong® 420MC CLAS AM FCE |
≤ 0.110 |
≤ 1.50 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.065 |
≤ 0.38 |
Class 1 |
| Amstrong® 500MC CLAS AM FCE |
≤ 0.120 |
≤ 1.70 |
≤ 0.020 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.090 |
≤ 0.42 |
Class 1 |
Amstrong® 320MC CLAS AM FCE
| |
Amstrong® 320MC CLAS AM FCE |
| C (%) |
≤ 0.100 |
| Mn (%) |
≤ 1.30 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.040 |
| Ceq (%) |
≤ 0.36 |
| Verzinkt |
Class 1 |
Amstrong® 360MC CLAS AM FCE
| |
Amstrong® 360MC CLAS AM FCE |
| C (%) |
≤ 0.100 |
| Mn (%) |
≤ 1.40 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.065 |
| Ceq (%) |
≤ 0.36 |
| Verzinkt |
Class 1 |
Amstrong® 420MC CLAS AM FCE
| |
Amstrong® 420MC CLAS AM FCE |
| C (%) |
≤ 0.110 |
| Mn (%) |
≤ 1.50 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.065 |
| Ceq (%) |
≤ 0.38 |
| Verzinkt |
Class 1 |
Amstrong® 500MC CLAS AM FCE
| |
Amstrong® 500MC CLAS AM FCE |
| C (%) |
≤ 0.120 |
| Mn (%) |
≤ 1.70 |
| P (%) |
≤ 0.020 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.090 |
| Ceq (%) |
≤ 0.42 |
| Verzinkt |
Class 1 |
Vorige Güte
Nächste Güte
Baustähle
Full table
| |
C (%) |
Mn (%) |
P (%) |
S (%) |
Si (%) |
Al (%) |
Cu (%) |
Cr (%) |
Ni (%) |
Nb (%) |
Ceq (%) |
Verzinkt |
| S200 CLAS AM FCE |
≤ 0.080 |
≤ 0.45 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
- |
- |
- |
- |
≤ 0.16 |
Class 1 |
| S240 CLAS AM FCE |
≤ 0.170 |
≤ 0.80 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
- |
- |
- |
≤ 0.35 |
Class 1 |
| S275 CLAS AM FCE |
≤ 0.180 |
≤ 1.30 |
≤ 0.025 |
≤ 0.025 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
- |
≤ 0.40 |
Class 1 |
| S355 CLAS AM FCE |
≤ 0.200 |
≤ 1.60 |
≤ 0.025 |
≤ 0.012 |
≤ 0.03 |
≥ 0.020 |
≤ 0.25 |
≤ 0.15 |
≤ 0.25 |
≤ 0.060 |
≤ 0.45 |
Class 1 |
S200 CLAS AM FCE
| |
S200 CLAS AM FCE |
| C (%) |
≤ 0.080 |
| Mn (%) |
≤ 0.45 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
- |
| Cr (%) |
- |
| Ni (%) |
- |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.16 |
| Verzinkt |
Class 1 |
S240 CLAS AM FCE
| |
S240 CLAS AM FCE |
| C (%) |
≤ 0.170 |
| Mn (%) |
≤ 0.80 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
- |
| Ni (%) |
- |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.35 |
| Verzinkt |
Class 1 |
S275 CLAS AM FCE
| |
S275 CLAS AM FCE |
| C (%) |
≤ 0.180 |
| Mn (%) |
≤ 1.30 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.025 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
- |
| Ceq (%) |
≤ 0.40 |
| Verzinkt |
Class 1 |
S355 CLAS AM FCE
| |
S355 CLAS AM FCE |
| C (%) |
≤ 0.200 |
| Mn (%) |
≤ 1.60 |
| P (%) |
≤ 0.025 |
| S (%) |
≤ 0.012 |
| Si (%) |
≤ 0.03 |
| Al (%) |
≥ 0.020 |
| Cu (%) |
≤ 0.25 |
| Cr (%) |
≤ 0.15 |
| Ni (%) |
≤ 0.25 |
| Nb (%) |
≤ 0.060 |
| Ceq (%) |
≤ 0.45 |
| Verzinkt |
Class 1 |
Vorige Güte
Nächste Güte
Sämtliche Angaben im Katalog von ArcelorMittal Flat Carbon Europe S.A. sind unverbindlich. ArcelorMittal Flat Carbon Europe S.A. behält sich das Recht vor, sein Produktsortiment jederzeit ohne vorherige Ankündigung zu ändern.
For more information on our products, visit the document centre.