In order to offer you the best possible experience, we suggest that you accept the deposit and reading of cookies and the use of technology necessary for their proper functioning:










The specific chemical composition and strictly controlled manufacturing process are what make these steels so unique.
These grades are manufactured to the highest quality standards in order to meet the most stringent specifications. The reference standard is API 5L (American Petroleum Institute).
Special requirements such as HIC (hydrogen-induced cracking) resistance or high ductility at low temperature can be met to provide a solution for every pipeline project.
ArcelorMittal's steels for pipes have very high tensile strength and excellent toughness at very low temperatures and in heavy gauges. In addition, their special chemical composition with a particularly low carbon equivalent value gives them good weldability. The consistent mechanical properties of these steels improves their forming and welding performance.
ArcelorMittal's steels for pipes are particularly suitable for manufacturing:
Spiral SAW and straight ERW pipes made with this type of steel are a good alternative to UOE pipes (made from plate from quarto roll mills) or seamless pipes.
These steels are used for the production of pipes for the transport of gaseous or liquid materials such as water or oil.
The chemical composition of these steels ensures that there is no risk of cold cracking and simply applying the normal welding rules is sufficient to achieve a good quality weld. For SAW welding, the choice of an SA1 AM FCE flux/wire combination for grades up to X46 AM FCE, and an SA2 AM FCE for higher grades, should produce a weld with a coefficient greater than 1 and a good degree of toughness at the centre of the weld.
| API 5L:2008 | EN 10208-2:2009 | Old brand names | |
|---|---|---|---|
| Grade B AM FCE | Grade B | L245MB | |
| X42 AM FCE | X42 | L290MB | |
| X46 AM FCE | X46 | - | |
| X52 AM FCE | X52 | L360MB | |
| X56 AM FCE | X56 | - | |
| X60 AM FCE | X60 | L415MB | |
| X65 AM FCE | X65 | L450MB | |
| X70 AM FCE | X70 | L485MB | |
| X80 AM FCE | X80 | L555MB |
| Grade B AM FCE | |
|---|---|
| API 5L:2008 | Grade B |
| EN 10208-2:2009 | L245MB |
| X42 AM FCE | |
|---|---|
| API 5L:2008 | X42 |
| EN 10208-2:2009 | L290MB |
| X46 AM FCE | |
|---|---|
| API 5L:2008 | X46 |
| EN 10208-2:2009 | - |
| X52 AM FCE | |
|---|---|
| API 5L:2008 | X52 |
| EN 10208-2:2009 | L360MB |
| X56 AM FCE | |
|---|---|
| API 5L:2008 | X56 |
| EN 10208-2:2009 | - |
| X60 AM FCE | |
|---|---|
| API 5L:2008 | X60 |
| EN 10208-2:2009 | L415MB |
| X65 AM FCE | |
|---|---|
| API 5L:2008 | X65 |
| EN 10208-2:2009 | L450MB |
| X70 AM FCE | |
|---|---|
| API 5L:2008 | X70 |
| EN 10208-2:2009 | L485MB |
| X80 AM FCE | |
|---|---|
| API 5L:2008 | X80 |
| EN 10208-2:2009 | L555MB |
| Thickness (mm) | Grade B AM FCE, X42 AM FCE | X46 AM FCE, X56 AM FCE | X52 AM FCE | X60 AM FCE | X65 AM FCE, X70 AM FCE | X80 AM FCE | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Min width | Max width | Min width | Max width | Min width | Max width | Min width | Max width | Min width | Max width | Min width | Max width | |
| 5.00 ≤ th < 5.50 | 600 | 2135 | 600 | 2100 | 600 | 2135 | 600 | 2100 | 600 | 2100 | 1000 | 1785 |
| 5.50 ≤ th < 6.00 | 1835 | |||||||||||
| 6.00 ≤ th < 6.50 | 2135 | 1985 | ||||||||||
| 6.50 ≤ th < 13.50 | 2135 | 2135 | ||||||||||
| 13.50 ≤ th < 15.00 | 2100 | |||||||||||
| 15.00 ≤ th < 15.25 | 800 | 800 | 800 | 1000 | 1000 | |||||||
| 15.25 ≤ th < 17.50 | 2100 | |||||||||||
| 17.50 ≤ th < 18.00 | 2100 | |||||||||||
| 18.00 ≤ th < 18.25 | 1400 | |||||||||||
| 18.25 ≤ th < 20.00 | 2100 | |||||||||||
For thicknesses over 20 mm, please contact us.
HIC-resistant
Since the dimensions available are constantly changing, please contact us for specific information.
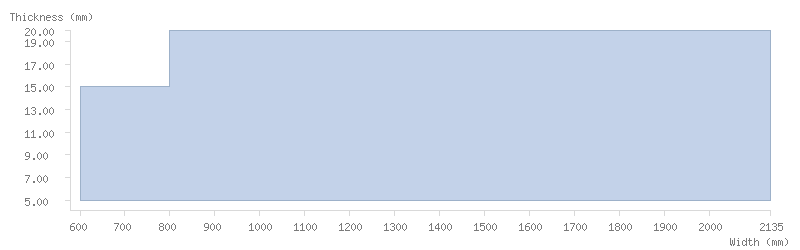
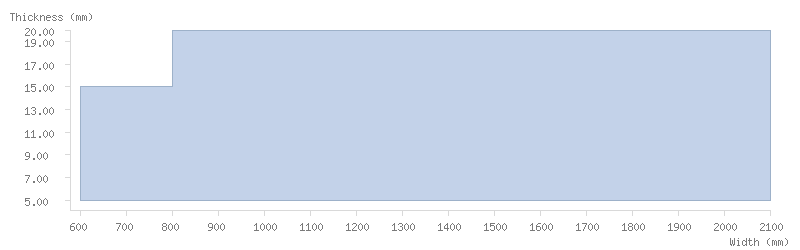
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2135 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | ||
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 800 | |
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
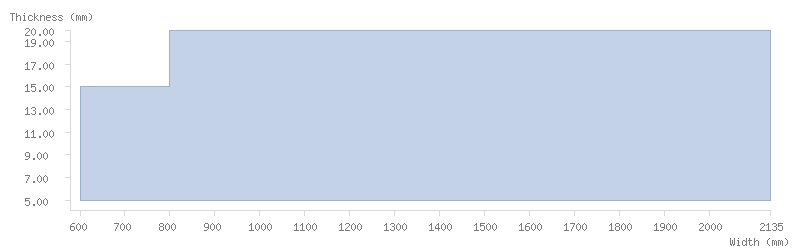
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2135 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | ||
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 800 | |
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
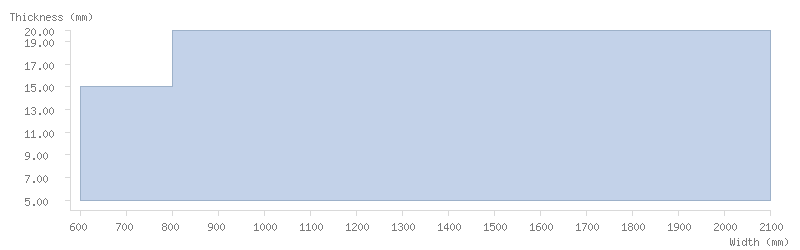
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2100 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | ||
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 800 | |
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
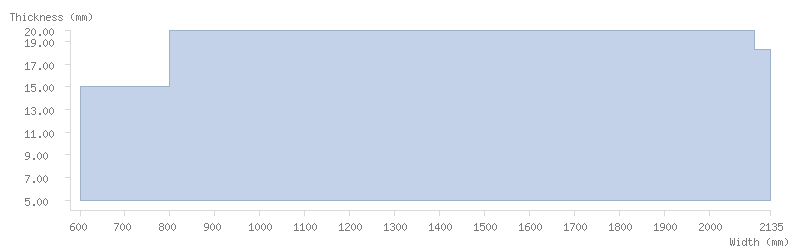
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2135 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | ||
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 800 | |
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | 2100 | |
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2100 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | ||
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 800 | |
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
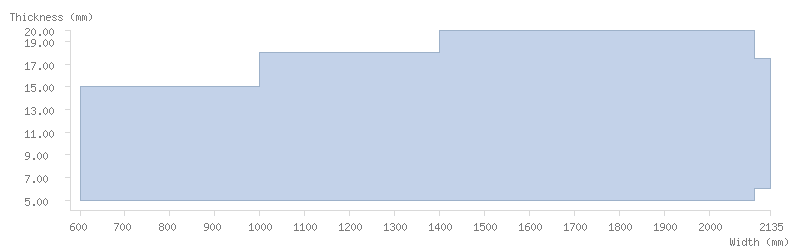
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2100 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | 2135 | |
| 6.50 ≤ th < 13.50 | ||
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 1000 | |
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | 2100 | |
| 18.00 ≤ th < 18.25 | 1400 | |
| 18.25 ≤ th < 20.00 | ||
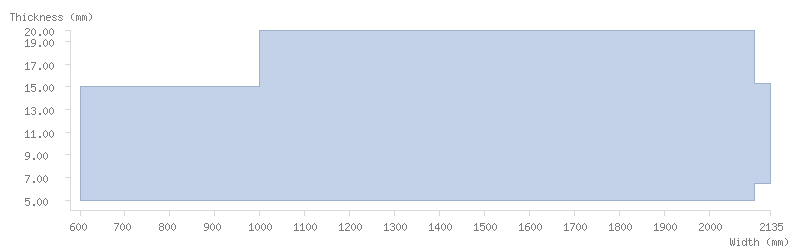
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2100 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | 2135 | |
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 1000 | |
| 15.25 ≤ th < 17.50 | 2100 | |
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
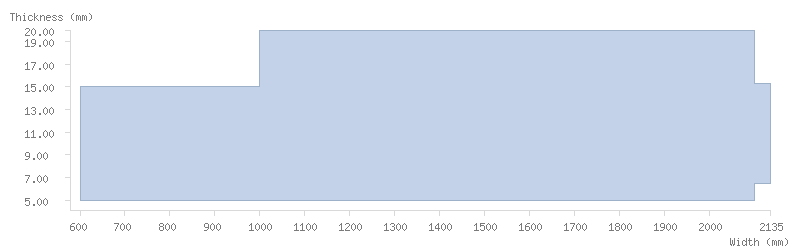
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 600 | 2100 |
| 5.50 ≤ th < 6.00 | ||
| 6.00 ≤ th < 6.50 | ||
| 6.50 ≤ th < 13.50 | 2135 | |
| 13.50 ≤ th < 15.00 | ||
| 15.00 ≤ th < 15.25 | 1000 | |
| 15.25 ≤ th < 17.50 | 2100 | |
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
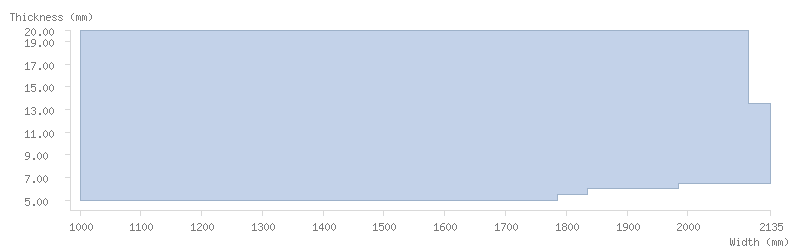
| Thickness (mm) | Min width | Max width |
|---|---|---|
| 5.00 ≤ th < 5.50 | 1000 | 1785 |
| 5.50 ≤ th < 6.00 | 1835 | |
| 6.00 ≤ th < 6.50 | 1985 | |
| 6.50 ≤ th < 13.50 | 2135 | |
| 13.50 ≤ th < 15.00 | 2100 | |
| 15.00 ≤ th < 15.25 | ||
| 15.25 ≤ th < 17.50 | ||
| 17.50 ≤ th < 18.00 | ||
| 18.00 ≤ th < 18.25 | ||
| 18.25 ≤ th < 20.00 | ||
For thicknesses over 20 mm, please contact us.
HIC-resistant
Since the dimensions available are constantly changing, please contact us for specific information.
| Direction | Thickness (mm) | Re (MPa) | Rm (MPa) | A50 (%) | KV 0°C (J) | Re/Rm | DWTT 10°C (%) | |
|---|---|---|---|---|---|---|---|---|
| Grade B AM FCE | T | 5 - 25 | 245 - 440 | 415 - 520 | ≥ 22 | ≥ 40 | 0.85 | ≥ 100 |
| X42 AM FCE | T | 5 - 25 | 290 - 495 | 415 - 585 | ≥ 21 | ≥ 40 | 0.85 | ≥ 100 |
| X46 AM FCE | T | 5 - 25 | 320 - 525 | 435 - 620 | ≥ 21 | ≥ 40 | 0.85 | ≥ 100 |
| X52 AM FCE | T | 5 - 25 | 360 - 510 | 460 - 600 | ≥ 20 | ≥ 40 | 0.85 | ≥ 85 |
| X56 AM FCE | T | 5 - 25 | 390 - 545 | 490 - 645 | ≥ 20 | ≥ 40 | 0.85 | ≥ 85 |
| X60 AM FCE | T | 5 - 25 | 415 - 565 | 520 - 665 | ≥ 18 | ≥ 40 | 0.85 | ≥ 85 |
| X65 AM FCE | T | 5 - 25 | 450 - 570 | 535 - 655 | ≥ 18 | ≥ 40 | 0.87 | ≥ 85 |
| X70 AM FCE | T | 5 - 25 | 485 - 605 | 570 - 675 | ≥ 18 | ≥ 40 | 0.90 | ≥ 85 |
| X80 AM FCE | T | 5 - 25 | 555 - 675 | 625 - 750 | ≥ 18 | ≥ 40 | 0.90 | ≥ 85 |
The mechanical properties of the pipes will depend on:
The evolution of the mechanical properties - and in particular of the difference in yield strength between the sheet and the pipe - is specific for each process. It is therefore very important to indicate both the forming and the welding process as well as the aforementioned sheet/pipe difference. An agreement between ArcelorMittal and the client on the coil mechanical properties to be guaranteed must be reached prior to delivery of the coils.
The mechanical properties listed above are those of the pipes.
The minimum elongation given above refers to a 610 mm diameter pipe with a wall thickness of 12.7 mm.
| Direction | Thickness (mm) | Grade B AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 245 - 440 |
| Rm (MPa) | T | 5 - 25 | 415 - 520 |
| A50 (%) | T | 5 - 25 | ≥ 22 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.85 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 100 |
| Direction | Thickness (mm) | X42 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 290 - 495 |
| Rm (MPa) | T | 5 - 25 | 415 - 585 |
| A50 (%) | T | 5 - 25 | ≥ 21 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.85 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 100 |
| Direction | Thickness (mm) | X46 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 320 - 525 |
| Rm (MPa) | T | 5 - 25 | 435 - 620 |
| A50 (%) | T | 5 - 25 | ≥ 21 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.85 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 100 |
| Direction | Thickness (mm) | X52 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 360 - 510 |
| Rm (MPa) | T | 5 - 25 | 460 - 600 |
| A50 (%) | T | 5 - 25 | ≥ 20 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.85 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 85 |
| Direction | Thickness (mm) | X56 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 390 - 545 |
| Rm (MPa) | T | 5 - 25 | 490 - 645 |
| A50 (%) | T | 5 - 25 | ≥ 20 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.85 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 85 |
| Direction | Thickness (mm) | X60 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 415 - 565 |
| Rm (MPa) | T | 5 - 25 | 520 - 665 |
| A50 (%) | T | 5 - 25 | ≥ 18 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.85 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 85 |
| Direction | Thickness (mm) | X65 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 450 - 570 |
| Rm (MPa) | T | 5 - 25 | 535 - 655 |
| A50 (%) | T | 5 - 25 | ≥ 18 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.87 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 85 |
| Direction | Thickness (mm) | X70 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 485 - 605 |
| Rm (MPa) | T | 5 - 25 | 570 - 675 |
| A50 (%) | T | 5 - 25 | ≥ 18 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.90 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 85 |
| Direction | Thickness (mm) | X80 AM FCE | |
|---|---|---|---|
| Re (MPa) | T | 5 - 25 | 555 - 675 |
| Rm (MPa) | T | 5 - 25 | 625 - 750 |
| A50 (%) | T | 5 - 25 | ≥ 18 |
| KV 0°C (J) | T | 5 - 25 | ≥ 40 |
| Re/Rm | T | 5 - 25 | 0.90 |
| DWTT 10°C (%) | T | 5 - 25 | ≥ 85 |
The mechanical properties of the pipes will depend on:
The evolution of the mechanical properties - and in particular of the difference in yield strength between the sheet and the pipe - is specific for each process. It is therefore very important to indicate both the forming and the welding process as well as the aforementioned sheet/pipe difference. An agreement between ArcelorMittal and the client on the coil mechanical properties to be guaranteed must be reached prior to delivery of the coils.
The mechanical properties listed above are those of the pipes.
The minimum elongation given above refers to a 610 mm diameter pipe with a wall thickness of 12.7 mm.
| Notes | C (%) | Mn (%) | P (%) | S (%) | Si (%) | Al (%) | Cu (%) | Cr (%) | Ni (%) | Nb (%) | V (%) | Ti (%) | N (%) | Ceq (%) | Mo (%) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Grade B AM FCE | 1+2 | ≤ 0.220 | ≤ 1.20 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | ≤ 0.050 | ≤ 0.050 | ≤ 0.040 | ≤ 0.012 | ≤ 0.40 | ≤ 0.10 |
| X42 AM FCE | 1+2 | ≤ 0.220 | ≤ 1.30 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | ≤ 0.050 | ≤ 0.050 | ≤ 0.040 | ≤ 0.012 | ≤ 0.40 | ≤ 0.10 |
| X46 AM FCE | 1+2 | ≤ 0.220 | ≤ 1.40 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | ≤ 0.050 | ≤ 0.050 | ≤ 0.040 | ≤ 0.012 | ≤ 0.40 | ≤ 0.10 |
| X52 AM FCE | 1+2 | ≤ 0.220 | ≤ 1.40 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | - | - | - | ≤ 0.012 | ≤ 0.41 | ≤ 0.10 |
| X56 AM FCE | 1+2 | ≤ 0.220 | ≤ 1.40 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | - | - | - | ≤ 0.012 | ≤ 0.43 | ≤ 0.10 |
| X60 AM FCE | 1+2+3 | ≤ 0.220 | ≤ 1.40 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | - | - | - | ≤ 0.012 | ≤ 0.42 | ≤ 0.10 |
| X65 AM FCE | 1+2+3 | ≤ 0.220 | ≤ 1.45 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | - | - | - | ≤ 0.012 | ≤ 0.43 | ≤ 0.10 |
| X70 AM FCE | 1+2+3 | ≤ 0.220 | ≤ 1.65 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | - | - | - | ≤ 0.012 | ≤ 0.43 | ≤ 0.10 |
| X80 AM FCE | 1+2+3 | ≤ 0.220 | ≤ 1.85 | ≤ 0.025 | ≤ 0.015 | ≤ 0.45 | 0.015 - 0.060 | ≤ 0.25 | ≤ 0.30 | ≤ 0.30 | - | - | - | ≤ 0.012 | ≤ 0.43 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
3. For these steel grades, a molybdenum content of up to 0.35% can be agreed.
| Notes | Grade B AM FCE | |
|---|---|---|
| C (%) | 1+2 | ≤ 0.220 |
| Mn (%) | 1+2 | ≤ 1.20 |
| P (%) | 1+2 | ≤ 0.025 |
| S (%) | 1+2 | ≤ 0.015 |
| Si (%) | 1+2 | ≤ 0.45 |
| Al (%) | 1+2 | 0.015 - 0.060 |
| Cu (%) | 1+2 | ≤ 0.25 |
| Cr (%) | 1+2 | ≤ 0.30 |
| Ni (%) | 1+2 | ≤ 0.30 |
| Nb (%) | 1+2 | ≤ 0.050 |
| V (%) | 1+2 | ≤ 0.050 |
| Ti (%) | 1+2 | ≤ 0.040 |
| B (%) | 1+2 | - |
| N (%) | 1+2 | ≤ 0.012 |
| Ceq (%) | 1+2 | ≤ 0.40 |
| PCM (%) | 1+2 | - |
| Ni+Cr+Cu+Mo (%) | 1+2 | - |
| Mo (%) | 1+2 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
| Notes | X42 AM FCE | |
|---|---|---|
| C (%) | 1+2 | ≤ 0.220 |
| Mn (%) | 1+2 | ≤ 1.30 |
| P (%) | 1+2 | ≤ 0.025 |
| S (%) | 1+2 | ≤ 0.015 |
| Si (%) | 1+2 | ≤ 0.45 |
| Al (%) | 1+2 | 0.015 - 0.060 |
| Cu (%) | 1+2 | ≤ 0.25 |
| Cr (%) | 1+2 | ≤ 0.30 |
| Ni (%) | 1+2 | ≤ 0.30 |
| Nb (%) | 1+2 | ≤ 0.050 |
| V (%) | 1+2 | ≤ 0.050 |
| Ti (%) | 1+2 | ≤ 0.040 |
| B (%) | 1+2 | - |
| N (%) | 1+2 | ≤ 0.012 |
| Ceq (%) | 1+2 | ≤ 0.40 |
| PCM (%) | 1+2 | - |
| Ni+Cr+Cu+Mo (%) | 1+2 | - |
| Mo (%) | 1+2 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
| Notes | X46 AM FCE | |
|---|---|---|
| C (%) | 1+2 | ≤ 0.220 |
| Mn (%) | 1+2 | ≤ 1.40 |
| P (%) | 1+2 | ≤ 0.025 |
| S (%) | 1+2 | ≤ 0.015 |
| Si (%) | 1+2 | ≤ 0.45 |
| Al (%) | 1+2 | 0.015 - 0.060 |
| Cu (%) | 1+2 | ≤ 0.25 |
| Cr (%) | 1+2 | ≤ 0.30 |
| Ni (%) | 1+2 | ≤ 0.30 |
| Nb (%) | 1+2 | ≤ 0.050 |
| V (%) | 1+2 | ≤ 0.050 |
| Ti (%) | 1+2 | ≤ 0.040 |
| B (%) | 1+2 | - |
| N (%) | 1+2 | ≤ 0.012 |
| Ceq (%) | 1+2 | ≤ 0.40 |
| PCM (%) | 1+2 | - |
| Ni+Cr+Cu+Mo (%) | 1+2 | - |
| Mo (%) | 1+2 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
| Notes | X52 AM FCE | |
|---|---|---|
| C (%) | 1+2 | ≤ 0.220 |
| Mn (%) | 1+2 | ≤ 1.40 |
| P (%) | 1+2 | ≤ 0.025 |
| S (%) | 1+2 | ≤ 0.015 |
| Si (%) | 1+2 | ≤ 0.45 |
| Al (%) | 1+2 | 0.015 - 0.060 |
| Cu (%) | 1+2 | ≤ 0.25 |
| Cr (%) | 1+2 | ≤ 0.30 |
| Ni (%) | 1+2 | ≤ 0.30 |
| Nb (%) | 1+2 | - |
| V (%) | 1+2 | - |
| Ti (%) | 1+2 | - |
| B (%) | 1+2 | - |
| N (%) | 1+2 | ≤ 0.012 |
| Ceq (%) | 1+2 | ≤ 0.41 |
| PCM (%) | 1+2 | - |
| Ni+Cr+Cu+Mo (%) | 1+2 | - |
| Mo (%) | 1+2 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
| Notes | X56 AM FCE | |
|---|---|---|
| C (%) | 1+2 | ≤ 0.220 |
| Mn (%) | 1+2 | ≤ 1.40 |
| P (%) | 1+2 | ≤ 0.025 |
| S (%) | 1+2 | ≤ 0.015 |
| Si (%) | 1+2 | ≤ 0.45 |
| Al (%) | 1+2 | 0.015 - 0.060 |
| Cu (%) | 1+2 | ≤ 0.25 |
| Cr (%) | 1+2 | ≤ 0.30 |
| Ni (%) | 1+2 | ≤ 0.30 |
| Nb (%) | 1+2 | - |
| V (%) | 1+2 | - |
| Ti (%) | 1+2 | - |
| B (%) | 1+2 | - |
| N (%) | 1+2 | ≤ 0.012 |
| Ceq (%) | 1+2 | ≤ 0.43 |
| PCM (%) | 1+2 | - |
| Ni+Cr+Cu+Mo (%) | 1+2 | - |
| Mo (%) | 1+2 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
| Notes | X60 AM FCE | |
|---|---|---|
| C (%) | 1+2+3 | ≤ 0.220 |
| Mn (%) | 1+2+3 | ≤ 1.40 |
| P (%) | 1+2+3 | ≤ 0.025 |
| S (%) | 1+2+3 | ≤ 0.015 |
| Si (%) | 1+2+3 | ≤ 0.45 |
| Al (%) | 1+2+3 | 0.015 - 0.060 |
| Cu (%) | 1+2+3 | ≤ 0.25 |
| Cr (%) | 1+2+3 | ≤ 0.30 |
| Ni (%) | 1+2+3 | ≤ 0.30 |
| Nb (%) | 1+2+3 | - |
| V (%) | 1+2+3 | - |
| Ti (%) | 1+2+3 | - |
| B (%) | 1+2+3 | - |
| N (%) | 1+2+3 | ≤ 0.012 |
| Ceq (%) | 1+2+3 | ≤ 0.42 |
| PCM (%) | 1+2+3 | - |
| Ni+Cr+Cu+Mo (%) | 1+2+3 | - |
| Mo (%) | 1+2+3 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
3. For these steel grades, a molybdenum content of up to 0.35% can be agreed.
| Notes | X65 AM FCE | |
|---|---|---|
| C (%) | 1+2+3 | ≤ 0.220 |
| Mn (%) | 1+2+3 | ≤ 1.45 |
| P (%) | 1+2+3 | ≤ 0.025 |
| S (%) | 1+2+3 | ≤ 0.015 |
| Si (%) | 1+2+3 | ≤ 0.45 |
| Al (%) | 1+2+3 | 0.015 - 0.060 |
| Cu (%) | 1+2+3 | ≤ 0.25 |
| Cr (%) | 1+2+3 | ≤ 0.30 |
| Ni (%) | 1+2+3 | ≤ 0.30 |
| Nb (%) | 1+2+3 | - |
| V (%) | 1+2+3 | - |
| Ti (%) | 1+2+3 | - |
| B (%) | 1+2+3 | - |
| N (%) | 1+2+3 | ≤ 0.012 |
| Ceq (%) | 1+2+3 | ≤ 0.43 |
| PCM (%) | 1+2+3 | - |
| Ni+Cr+Cu+Mo (%) | 1+2+3 | - |
| Mo (%) | 1+2+3 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
3. For these steel grades, a molybdenum content of up to 0.35% can be agreed.
| Notes | X70 AM FCE | |
|---|---|---|
| C (%) | 1+2+3 | ≤ 0.220 |
| Mn (%) | 1+2+3 | ≤ 1.65 |
| P (%) | 1+2+3 | ≤ 0.025 |
| S (%) | 1+2+3 | ≤ 0.015 |
| Si (%) | 1+2+3 | ≤ 0.45 |
| Al (%) | 1+2+3 | 0.015 - 0.060 |
| Cu (%) | 1+2+3 | ≤ 0.25 |
| Cr (%) | 1+2+3 | ≤ 0.30 |
| Ni (%) | 1+2+3 | ≤ 0.30 |
| Nb (%) | 1+2+3 | - |
| V (%) | 1+2+3 | - |
| Ti (%) | 1+2+3 | - |
| B (%) | 1+2+3 | - |
| N (%) | 1+2+3 | ≤ 0.012 |
| Ceq (%) | 1+2+3 | ≤ 0.43 |
| PCM (%) | 1+2+3 | - |
| Ni+Cr+Cu+Mo (%) | 1+2+3 | - |
| Mo (%) | 1+2+3 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
3. For these steel grades, a molybdenum content of up to 0.35% can be agreed.
| Notes | X80 AM FCE | |
|---|---|---|
| C (%) | 1+2+3 | ≤ 0.220 |
| Mn (%) | 1+2+3 | ≤ 1.85 |
| P (%) | 1+2+3 | ≤ 0.025 |
| S (%) | 1+2+3 | ≤ 0.015 |
| Si (%) | 1+2+3 | ≤ 0.45 |
| Al (%) | 1+2+3 | 0.015 - 0.060 |
| Cu (%) | 1+2+3 | ≤ 0.25 |
| Cr (%) | 1+2+3 | ≤ 0.30 |
| Ni (%) | 1+2+3 | ≤ 0.30 |
| Nb (%) | 1+2+3 | - |
| V (%) | 1+2+3 | - |
| Ti (%) | 1+2+3 | - |
| B (%) | 1+2+3 | - |
| N (%) | 1+2+3 | ≤ 0.012 |
| Ceq (%) | 1+2+3 | ≤ 0.43 |
| PCM (%) | 1+2+3 | - |
| Ni+Cr+Cu+Mo (%) | 1+2+3 | - |
| Mo (%) | 1+2+3 | ≤ 0.10 |
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
3. For these steel grades, a molybdenum content of up to 0.35% can be agreed.
1. A ratio Al/N ≥ 2 shall be applied.
2. The sum of the percentages by mass of the three elements niobium, titanium and vanadium shall not exceed 0.15%.
3. For these steel grades, a molybdenum content of up to 0.35% can be agreed.
Any questions?
Ask them via our contact form on
https://industry.arcelormittal.com/getintouch
All details provided in the ArcelorMittal Flat Carbon Europe S.A. catalogue are for information purposes only. ArcelorMittal Flat Carbon Europe S.A. reserves the right to change its product range at any time without prior notice.

 Download
Download