In order to offer you the best possible experience, we suggest that you accept the deposit and reading of cookies and the use of technology necessary for their proper functioning:
understanding the navigation issues you may encounter
the improvement of functionalities to meet your expectations
cookies for marketing purposes or advertising will not be retained
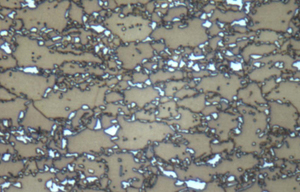
Cold rolled continuously annealed dual-phase steel offers an outstanding combination of strength and drawability as a result of its microstructure, in which a hard martensitic phase is dispersed in a soft ferritic phase. This steel grade has a high strain-hardening capacity and high yield strength (Re), giving it a good strain-redistribution capacity, and thus good drawability.
As a result of strain-hardening, the mechanical properties of the cylinder after forming, especially its yield strength, are superior to those of the initial blank.
Dual-phase
Advantages
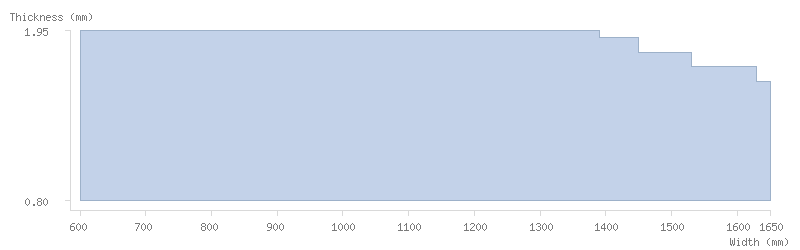
The fundamental property of this steel for gas cylinders is that it can withstand high pressure in different “in-use” conditions. To withstand high pressure, it is advantageous to have high strength, where specifically high-strength hardening during deep drawing permits a significant thickness reduction compared with the conventional hot rolled steels used for this application, with no impact on the usual processing steps.
Combined with good ductility at low temperatures, weldability, good fatigue and non-ageing properties (non-ageing meets the regulatory requirements outlined in EN 14638), it is the best choice of material to use for lightweight steel cylinders. Furthermore, the environmental impact of these lightweight cylinders made of 100% recyclable steel from both manufacturing and use is significantly reduced compared with conventional steel cylinders, making them a very sustainable alternative.
Applications
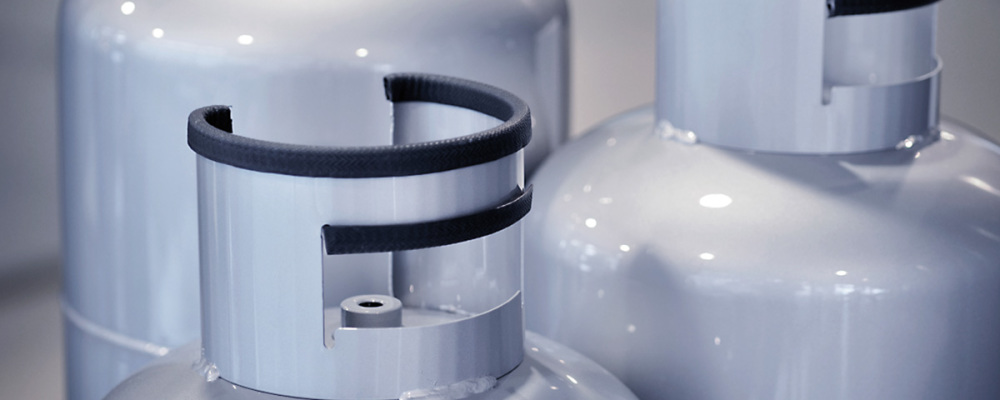
This grade is specifically intended for use in the production of two-piece, refillable gas cylinders according to EN 14140 and EN 14638. Top and bottom shells are deep drawn, welded (GMAW, MAG) and non-heat treated.
Formability
This dual-phase steel offers an excellent combination of strength and drawability as a result of its good ductility and strain-hardening capacity from the onset of deformation, which ensures homogeneous strain-redistribution and reduces local thinning.
For example, yield strength can be increased by about 120 MPa after 2% plastic strain in uniaxial tension (a phenomenon known as work-hardening or WH2). Yield strength can be further increased through bake-hardening (BH2) after paint curing.
Dual-phase steel can be drawn on conventional tools following the usual processing steps for this application, provided the settings are properly adjusted. For example, drawing pressure should be increased by approximately 20% compared with steel grade P355NB EN 10120. It should be noted that this dual-phase grade is more sensitive to wrinkling and the “springback phenomenon” than the conventional hot rolled steels used for gas cylinders.
For more information about the forming of dual-phase steel, please contact us for further details and technical assistance.
Weldability
All the usual arc welding methods for this application (MAG, GMAW, SAW) can be used.
Gas cylinders remain in “as welded” condition. In joggle and bung joint MAG (Metal Active Gas) arc welding, maximum hardness in the fusion zone must not exceed 300 HV for dual-phase 600, regardless of the parameters. However, in areas of high structural stress, heat input should be limited.
Generally recommended welding consumables:
G3Si1 NF EN 440
SFA/AWS A5.18: ER70S-6
EN ISO 14341-A: G3Si1
Based on many years’ practical experience in characterising its products, ArcelorMittal can provide technical assistance in optimising the welding parameters for this application.
Standards
Please contact us for the regulatory-compliant certificate EN 10204-3.1 issued for this steel grade.
All details provided in the ArcelorMittal Flat Carbon Europe S.A. catalogue are for information purposes only. ArcelorMittal Flat Carbon Europe S.A. reserves the right to change its product range at any time without prior notice.
Related files on this product in our document centre










 Download
Download